Вертикально свердлильний верстат 2118 а. Вертикально свердлильні верстати
Післявоєнний бурхливий ріст промислового виробництвав СРСР зажадав термінового розширення верстатного парку. Щоб запобігти відпливу валюти за кордон, вітчизняні конструкторські бюро зайнялися розробкою металорізального обладнання. Спочатку випускалася базова модель, яка випробувалася у реальних умовах. Після цього відбувалося вдосконалення механізму. Таким модифікованим агрегатом є вертикально- свердлильний верстат 2Н118.
Класифікація обладнання
Прийнято систему умовних позначень, яка дозволяє легко розібратися у маркуванні агрегатів. Проблема в розшифровці назви верстата виникає при спеціалізованому виробництві, коли абревіатура задається заводом-виробником. У стандартному випадку використовується нумерація, що базується на десятковій системі.
До позначення обладнання входить чотири цифри та кілька літер, останні можуть бути в будь-якому місці. Літери можуть означати ступінь автоматизації, клас точності або нову модифікацію. Розглянемо значення цифр:
- Вона визначає групу верстатів, залежно від виконуваної технологічної операції. Усього існує дев'ять груп.
- Вказує на тип обладнання, їх налічується дев'ять.
- Останні цифри показують основний розмір агрегату.
У нашому випадку перша цифра (2) позначає свердлильну групу. Друга цифра (1), говорить про вертикально свердлильний тип верстата. За останніми цифрами визначаємо максимальний розміротвори, які можуть просвердлити механізм. Літера (н) вказує на нову модифікацію базової моделі.
Свердлильне обладнання
Воно використовується в будь-яких технологічних ланцюжках, але головне призначення дрібносерійне та одиничне виготовлення. Такі верстати виконують низку операцій:
- нарізування різьблення;
- зенкування;
- свердління;
- підрізання торців;
- розгортання;
- Зенкерування.
Провівши огляд, їх можна поділити на три великих групизалежно від виконуваних операцій:
- спеціалізовані, виконують обмежену кількість дій;
- універсальні, становлять основну частину;
- спеціальні, працюють без переналагодження, за заданим циклом.
Класифікувати такі агрегати можна за діаметром свердла, що максимально використовується:
- легені, свердління до 12 мм;
- середні, одержання отворів 18-50 мм;
- важкі, висвердлювання 75 мм отворів.
Головними відмінними рисамиметалорізального обладнання є рухи, які здійснює ріжучий інструмент та пристосування. У нашому випадку це обертання свердла та поступальна подача шпинделя. Усі основні параметри включені в паспорт верстата, який безпосередньо входить до посібника з експлуатації.

 Верстат 2Н118 поблизу
Верстат 2Н118 поблизу
У цьому документі можна знайти інструкцію щодо кріплення верстата на робочому місці. Насамперед, він повинен розташовуватися строго горизонтально по відношенню до фундаменту. Від цього залежить надійність роботи всіх механізмів. Це досягається використанням спеціальних рівнів.
Конструкція верстата передбачає такі види:
- настільні;
- колонні;
- радіально-свердлильні;
- глибокого свердління;
- багатошпиндельні;
- центрувальні;
- свердлильно-фрезерні;
- координатно-свердлильні;
- радіально-свердлильні.
Всі вони є складними механізмами, тому до початку роботи обслуговуючий персонал повинен уважно ознайомитися з інструкцією з експлуатації. І під час роботи дотримуватись усіх рекомендацій.
Опис верстата
Виготовляти вертикально-свердлильний верстат моделі 2Н118 розпочав верстатобудівний завод у місті Молодечно. Наприкінці п'ятдесятих років він був переорієнтований на випуск свердлильних агрегатів. На початку шістдесятих запущено виробництво базової моделі 2118. На основі її експлуатаційних даних, конструктори розробили вертикально-свердлильний верстат 2Н118, технічні характеристики якого були покращені, і були враховані всі недоробки.
Основу даного механізму складає колона, яка своєю основою кріпиться до фундаменту. На ній встановлена коробка швидкостей, що розміщується у верхній частині конструкції, а також стіл та коробка подач у шпиндельній бабці. До особливостей конструкції можна віднести жорсткість, міцність механізмів та швидкісний діапазон. ріжучого інструменту. Рух робочої головки вздовж станини відбувається завдяки рейковому механізму, керованому штурвалом.
Деталь встановлюється на стіл, в спеціальні пристрої, і може по ньому переміщатися для суміщення місця свердління отвору з різальним інструментом. Стіл може рухатися вздовж станини. Його встановлення, а також встановлення шпиндельної бабки залежить від висоти інструменту та деталі. Процес обробки може відбуватися в ручному та механічному режимах.
Щоб розібратися, як влаштований свердлильний верстат 2Н118, відкриваємо паспорт і знаходимо всю необхідну інформацію.
Завантажити паспорт (інструкцію з експлуатації) верстата 2Н118
Виділимо з нього основні технічні характеристики:
Крім того, тут можна знайти кінематичну схему, яка наводиться нижче, та опис її особливостей.

До них можна віднести:
- електрореверс, що змінює напрямок обертання головки;
- 9-ступінчаста коробка швидкостей, що розширює діапазон обертання ріжучого інструменту;
- 6-ступінчаста коробка подач, що регулює вертикальне переміщення;
- рейковий механізм, що переміщує шпиндельну бабку;
- гвинтова пара, що забезпечує пересування столу.
Для довгострокової роботи необхідно приділити увагу кріпленню верстата 2Н118 до фундаменту. Його за допомогою рівня виставляють на клинах, після чого під основу заливають розчин. Коли він затвердіє, фундаментні болти затягуються.

Не можна обійти електричну частину верстата. Головними її складовими є:
- двигун, що обертає шпиндель;
- випрямляч селеновий;
- автоматика, що складається в основному з реле та пускачів;
- охолодний насос.
Випрямляч використовується для запуску гальмівного пускача, при цьому відбувається динамічне гальмування різального інструменту. Крім того, електродвигун захищений від навантаження автоматичним вимикачем.
Щоб уникнути аварій та травматизму обслуговуючого персоналу, все обладнання якісно заземлюється.
Всі перераховані вище документи на 2Н118, входять до посібника з експлуатації. Воно дає можливість правильно встановити, запустити та експлуатувати механізм. А у разі поломки швидко виявити несправність.
Призначення свердлильних верстатів
Свердлильні верстати призначені для свердління глухих та наскрізних отворівв суцільному матеріалі, розсвердлювання, зенкерування, розгортання, нарізування внутрішніх різьблень, вирізування дисків з листового матеріалу. Для виконання подібних операцій використовують свердла, зенкери, розгортки, мітчики та інші інструменти. Формоутворюючими рухами при обробці отворів на свердлильних верстатах є головний обертальний рух інструменту та поступальний рух подачі інструменту на його осі.
Основний параметр верстата – найбільший умовний діаметр свердління отвору (по сталі). Крім того, верстат характеризується вильотом та найбільшим ходом шпинделя, швидкісними та іншими показниками.
Класифікація свердлильних верстатів
Свердлильні верстати поділяються на такі типи:
- Вертикально-свердлувальні верстати;
- Одношпиндельні напівавтомати;
- Багатошпиндельні напівавтомати;
- Координатно-розточувальні верстати;
- Радіально-свердлувальні верстати;
- Горизонтально-розточувальні;
- Алмазно-розточувальні;
- Горизонтально-свердлувальні верстати;
- Різні свердлильні.
Моделі верстатів позначають літерами та цифрами. Перша цифра позначає, до якої групи відноситься верстат, друга - якого типу, третя і четверта цифри характеризують розмір верстата або оброблюваної заготовки. Літера, що стоїть після першої цифри, означає, що ця модель верстата модернізована (покращена). Якщо буква стоїть наприкінці, це означає, що у основі основний моделі виготовлений відмінний від нього верстат.
Наприклад, верстат моделі 2Н118 — вертикально-свердлильний, максимальний діаметр отвору, що обробляється 18мм, покращений порівняно зі свердлильними верстатами моделей 2118 і 2А118. Верстат моделі 2Н118А також вертикально-свердлильний, діаметр отвору, що обробляється 18мм, але він автоматизований і призначений для роботи в умовах дрібносерійного та серійного виробництва.
Залежно від галузі застосування розрізняють універсальні та спеціальні свердлильні верстати. Знаходять широке застосуваннята спеціалізовані свердлильні верстати для великосерійного та масового виробництва, які створюються на базі універсальних верстатів шляхом оснащення їх багатошпиндельними свердлильними та різьбонарізними головками та автоматизації циклу роботи.
З усіх свердлильних верстатів можна виділити такі основні типи універсальних верстатів: одно-і багатошпиндельні вертикально-свердлильні; радіально-свердлильні; горизонтально-свердлувальні для глибокого свердління.
Свердлильні верстати з ручним керуванням
Вертикально-свердлильний верстат.
Мал. 1. Вертикально-свердлильний верстат:
1 - колона (станина); 2 - електродвигун; 3 - свердлильна головка; 4 - рукоятки перемикання коробок швидкостей та подач; 5 - штурвал ручної подачі; 6 - лімб контролю глибини обробки; 7 - шпиндель; 8 - шланг для подачі СОЖ; 9 - стіл; 10 - рукоятка підйому столу; 11 - фундаментна плита; 12 - шафа електроустаткування.
На станині 1 верстата розміщено основні вузли. Станина має вертикальні напрямні, якими переміщується стіл 9 і свердлильна головка 3, що несе шпиндель 7 і електродвигун 2 Заготовку або пристосування встановлюють на столі 9 верстата, причому співвісність отвору заготовки і шпинделя досягається переміщенням заготовки.
Управління коробками швидкостей і подач здійснюється рукоятками 4, ручна подача - штурвалом 5. Глибину обробки контролюють по лімбу 6. Противага розміщують в ніші, електрообладнання винесено в окрему шафу 12. Фундаментна плита 11 служить опорою верстата. У середніх та важких верстатах її верхня площина використовується для встановлення заготовок. Охолоджувальна рідина подається електронасосом по шлангу.
Свердлильна головка 3 являє собою чавунну виливок, в якій змонтовані коробка швидкостей, механізми подачі та шпиндель. Коробка швидкостей містить дво- і тривінковий блоки зубчастих коліс, перемиканнями яких за допомогою однієї з рукояток 4 шпиндель отримує різні кутові швидкості. Частота обертання шпинделя, як правило, змінюється ступінчасто, що забезпечується коробкою швидкостей та двошвидкісним електродвигуном 2.
На відміну від вертикально-свердлильного в радіально-свердлильному верстаті осі отвори заготовки та шпинделя поєднують шляхом переміщення шпинделя щодо нерухомої заготовки в радіальному та круговому напрямках (у полярних координатах). За конструкцією радіально-свердлувальні верстати поділяють на верстати. загального призначення, переносні для обробки отворів у заготовках великих розмірів(верстати переносять підйомним краномдо заготівлі та обробляють вертикальні, горизонтальні та похилі отвори) та самохідні, змонтовані на візках і що закріплюються при обробці за допомогою черевиків.
Свердлильні верстати з ЧПУ
Вертикально-свердлильний верстат з ЧПУ.
 Мал. 2. Вертикально-свердлильний верстат з ЧПУ:
Мал. 2. Вертикально-свердлильний верстат з ЧПУ:
1 - автономна стійка УЧПУ; 2 - шафа силового електроустаткування; 3 - револьверна головка; 4 - стіл; 5 - кроковий електродвигун; б, 7, 8, 11 - блоки керування; 9 - кодовий перетворювач; 10 - пристрій для зчитування.
Верстат призначений для свердління, зенкерування, розгортання, нарізування різьблення та легкого прямолінійного фрезерування деталей зі сталі, чавуну та кольорових металів в умовах дрібносерійного та серійного виробництва. Револьверна головка 3 з автоматичною зміною інструменту та хрестовий стіл 4 дозволяють проводити координатну обробку деталей типу кришок фланців, панелей без попередньої розмітки та застосування кондукторів.
Відомості про виробника вертикально-свердлувального верстата 2118
Виробником вертикально-свердлильного верстата 2118 є Новочеркаський верстатобудівний завод, заснований у 1938 році.
З січня 1957 року завод спеціалізувався на випуску тільки револьверних верстатів. Завод випускав токарно-револьверні верстати: 1Н318, 1Н325, 1Г325, 1Д325, 1Е325, 1325Ф3.
2118 верстат вертикально-свердлильний одношпиндельний універсальний. Призначення та сфера застосування
Універсальний вертикально-свердлильний верстат моделі 2118 з умовним діаметромсвердління 18 мм призначений для виконання наступних операцій: свердління, розсвердлювання, нарізування різьблення та підрізування торців ножами.
Верстат призначений для роботи в основних виробничих цехах, а також в умовах одиничного та дрібносерійного виробництва в інструментальних, експериментальних, ремонтно-механічних та інструментальних цехах з індивідуальним випуском продукції.
Основні технічні характеристики свердлильного настільного верстата 2118
Виробник – Новочеркаський верстатобудівний завод.
Основні розміри верстата відповідають – ГОСТ 1227-79.
- Максимальний діаметр свердління: Ø 18 мм
- Найбільша глибина свердління: 150 мм
- Найбільша висота оброблюваної деталі, встановленої на робочому столі: 500 мм
- Межі чисел оборотів шпинделя за хвилину - (6 ступенів) 300..3100 про/хв
- Кінець шпинделя - Морзе 2
- Потужність електродвигуна: 1,0 кВт
- Маса верстата: 450 кг






Кінематична схемасвердлильного верстата 2118
Конструкція свердлильного верстата 2118
За своєю конструкцією свердлильний верстат дуже простий в управлінні. Для того, щоб встановити вибрану швидкість свердління, необхідно переставити клиноподібний ремінь на ступінь шківа.
Для того щоб перекинути ремінь з одного ступеня шківа на інший необхідно відвернути спеціальну рукоятку на кронштейні і поворотом гвинта вліво подати кронштейн спільно з електромотором на себе. Після цього необхідно переставити ремінь, а потім (для натягу ременя) поворотом гвинта праворуч пересунути кронштейн з електромотором від себе.
Автоматична подача здійснюється через коробку подач, валик останньої обертається від шпиндельного флашківа через невеликий редуктор, який з'єднаний з флашківним ременем.
Величина автоматичної подачі становить 0,2 мм за один оберт шпинделя. Подачу понад 0,2 мм. можна здійснити тільки вручну, навіщо в коробці подач влаштований спеціальний обгінний механізм.
Для того, щоб працювати з подачею менше 0,2 мм (при свердлінні сталі до Ø 6 мм), автоматичну подачу необхідно вимкнути шляхом відведення рукоятки проти годинникової стрілки до відмови і збоку на диску загорнути завзятий гвинт.
Для того щоб при автоматичній подачі свердлити на задану глибину, на диску втулки перемикання є пересувна завзята планка, а на ноніусному кільці по колу нанесена спеціальна шкала в міліметрах, за якою відраховують задану глибину. Установка планки здійснюється відповідно до необхідної глибини свердління.
Пуск і зупинка верстата виконуються за допомогою електродвигуна, причому включення та вимкнення останнього виробляються від барабанного перемикача.
Автоматична подача 0,2мм. може бути застосована для вуглецевої сталі, для діаметрів свердління від Ø 6 мм до 18 мм. Для чавуну, для діаметрів свердління від 3 мм. до 18 мм.
При роботі автоматичною подачею ручку необхідно встановити в середнє положення.
Легкість вимкнення автоматичної подачі здійснюється шляхом підбору роликів у коробці подач: Ø 12,3..12,7.
Охолодження свердлильного верстата 2118
Для охолодження інструменту при свердлінні на верстаті змонтовано спеціальний електронасос типу П22-А, який може включатися окремим пакетним вимикачем.
Для охолодної рідини в тумбі верстата передбачено спеціальний резервуар.
Мастило свердлильного верстата 2118
Мастило верстата проводиться щодня перед початком роботи в наступних місцях:
Вісь шестерні подачі – через дві маслянки на корпусі коробки подач.
При автоматичній подачі необхідно рясно змащувати шийку валика, що подає коробки подач - через кругову фаску у втулці коробки подач.
Решта механізмів змащуються періодично шляхом набивання тавота через спеціально передбачені для цієї мети отвори.
Мастило підшипника ленікса проводиться періодично шляхом відгвинчування ролика від планки (ліве різьблення). Мастило підшипників валика подачі здійснюється через отвір у шестерні Z63, для чого вивертається стопорний гвинт.
Необхідно щодня змащувати шестерні приводу коробки подач.
Мастило рейкового зачеплення коробки подач проводиться шляхом подачі олії на зуби пінолі.
Вісь черв'ячної шестірні в механізмі підйому столу змащується через маслю на торці осі.


Електроустаткування та електрична схема свердлильного верстата 2118
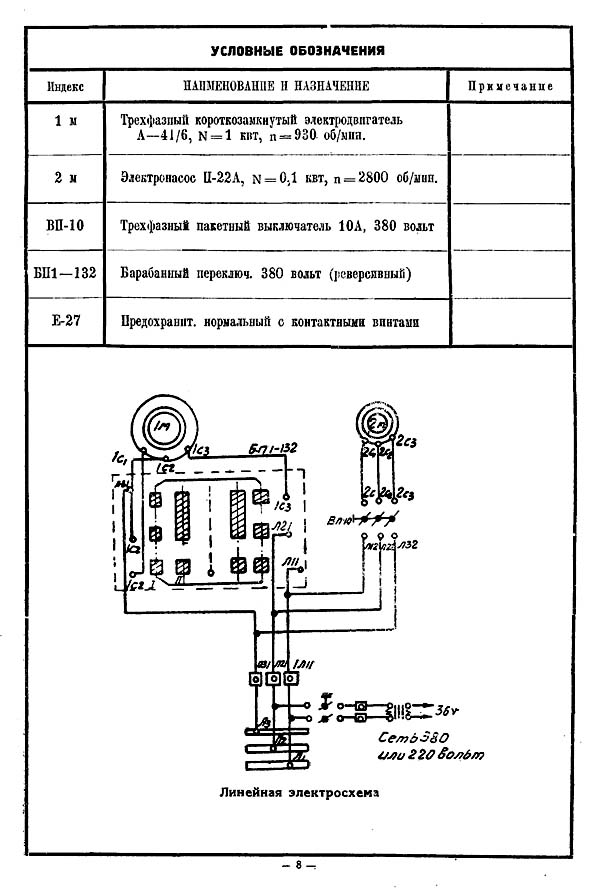
Електрична схемасвердлильного верстата 2118
2118 верстат вертикально-свердлильний одношпиндельний універсальний. Відео.
Технічні характеристики верстата 2118
| Найменування параметру | 2н118 | 2118 |
|---|---|---|
| Основні параметри верстата | ||
| Найбільший діаметр свердління, мм | 18 | 18 |
| Найменша та найбільша відстань від торця шпинделя до столу | 0...650 | 0...650 |
| Відстань від осі вертикального шпинделя до напрямних стійки (виліт), мм | 200 | 200 |
| Робочий стіл | ||
| Розміри робочої поверхністолу (довжина x ширина), мм | 360 х 320 | 350 х 340 |
| Число Т-подібних пазів Розміри Т-подібних пазів | 3 | 3 |
| Найбільше вертикальне переміщення столу (вісь Z), мм | 350 | 445 |
| Переміщення столу на один оберт рукоятки, мм | 2,4 | |
| Шпіндель | ||
| Найбільше переміщення шпиндельної головки, мм | 300 | 150 |
| Переміщення шпиндельної головки на один оборт маховичка, мм | 4,4 | |
| Хід гільзи шпинделя, мм | 150 | |
| Переміщення шпинделя на один поділ лімба, мм | 1 | |
| Переміщення шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота обертання шпинделя, об/хв | 180 - 2800 | 300, 450, 735, 1200, 1980, 3100 |
| Кількість швидкостей шпинделя | 9 | 6 |
| Найбільший допустимий момент, що крутить, кг*см | 880 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механіка верстата | ||
| Число ступенів робочих подач столу | 6 | 1 |
| Межі вертикальних робочих подач на один оборот шпинделя, мм/об | 0,1 - 0,56 | 0,2 |
| Найбільша допустима сила подачі, кгс | 560 | |
| Гальмування шпинделя | є | |
| Привід | ||
| Електродвигун приводу головного руху | АОЛ2-22-4С2 | А-41/6 |
| Електродвигун приводу головного руху Число обертів за хвилину, об/хв | 1420 | 930 |
| Електродвигун приводу головного руху Потужність, кВт | 1,5 | 1,0 |
| Електронасос охолоджувальної рідини | ПА-22 | ПА-22-А |
| Габарит та маса верстата | ||
| Габарити верстата (довжина ширина висота), мм | 870 х 590 х 2080 | 875 х 550 х 2005 |
| Маса верстата, кг | 450 | 450 |
Вертикально-свердлильний верстат 2Н118 – універсальний агрегат, його потужність вражає фахівців та любителів точного свердління.
Свердлильний верстат 2н118 призначений для таких дій, як свердління, зенкування, розгортання отворів, а також підрізування торців деталей за умови використання спеціальної насадки.
Основна сфера використання – підприємства середнього та малого профілю, де продукція випускається невеликими партіями. Кузня обладнання - Молодеченський завод МСЗ, Республіка Білорусь.
При проведенні операції зі свердління, набуває чинності обертальний рух головки і шпиндель на рушійній основі. Як бачимо, механізм досить простий, нічого зайвого. При визначенні параметрів свердління беруться до уваги показники діаметра свердління, довжині вильоту самого шпинделя.
Коротка довідка про градацію верстатів
Класифікація агрегатів:
- Обробка невеликих отворів до 16 мм. Найчастіше такі діаметри використовуються у приладобудуванні.
- Обробка середніх та великих діаметрів від 18,0 до 75,0 мм.
- для свердління великих виробів.
- Верстати для висвердлювання високоточних діаметрів.
- Фрезерний тип.
- Верстати центральні.
- Багатошпиндельні верстати.

Характерні переваги верстата
Свердлильна установка 2н118 призначена для свердління малих отворів до 18,0 мм. металевих поверхнях. З метою підвищення якості роботи розвивається максимальний момент, що крутить, в 880 Нм і подача дорівнює 560 кгс. Працюючи з кожною деталлю є можливість вибору швидкості та величини подачі, що робить роботу точнішою і ефективнішою, знижує ризик шлюбу.
Схожі моделі:
- 2А118 компонування та одношпиндельна головка.
- 2Н118Ф2 модернізований варіант з автоматизованою системоюуправління.
- 2б118 із збільшеною кількістю етапів подачі.
- Вертикальний механізм 2Н118К.

Верстат 2Н118К
Технічні показники виробу
- «Т» – подібна робоча поверхня та дорівнює 32,0×36,0 см.
- Рух поверхні при обороті маховика дорівнює 24 мм, по вертикальній площині - 35 см.
- Загальна вага апарата дорівнює 450 кг.
- Відстань від крайньої точки шпинделя до робочої поверхні становить 65 см.
- Виліт верстата дорівнює 20 см.
- Шпиндельна головка здатна переміщатися до 30 см.
- Робочий хід гільзи дорівнює 15 см.
- Шпиндельна головка за один оберт переміщається на 4,4 мм.
- Частота обертання (середня) шпинделя дорівнює 2,4 об/хв, мінімальна 200 об/хв, максимальна 2,8 тис. об/хв.
- Швидкість обертання шпинделя регулюється дев'ятьма показниками.
- Потужність валу електричного мотора дорівнює півтора кіловати, максимальна швидкістьобертання 1,42 про/хв.
- Показник максимальної подачі дорівнює 560 кгс.
- Габарити 87,0 59,0 208,0 см.
Серед головних особливостей – опція гальмування шпинделя.
Конструкція обладнання
Опис: основним елементом є колона у формі коробки - передня бабка. Встановлена вона на металеву плиту – основу. Бабка переміщається по рейковому механізму в сторони за допомогою електричного приводудвигуна.
На передній верхній частині розташований електричний мотор. У нижній частині є шпиндельний вузол з головкою обертання. Внутрішня частинанаповнена коробкою швидкостей, що відповідає за частоту обертання, величину подачі, вертикальний підйом. Підйом та спуск по вертикалі забезпечує спеціальний рейковий механізм. А приводить у дію цей орган – штурвал.
Оброблювана деталь кріпиться на робочий стіл, за потреби переміщається, підганяється висота. Регулюється спеціальною рукояткою збоку.
Кінематична схема верстата функціонує у такому порядку:
- Коробка передач регулює подачу однієї із дев'яти швидкостей.
- За допомогою реверсивного приводу електричного двигуна можна змінювати напрямок обертання.
- Функція особливо актуальна, коли потрібно нарізати внутрішнє різьблення на деталі.
- Шпиндель подається по вертикалі за рахунок рейки та зубчастого валу, який встановлений у нижній фронтальній частині шпиндельної бабки.
- Бічна рукоятка відповідає за переміщення шпиндельної бабки напрямними колони.
- Робочий стіл рухається вертикально завдяки обертанню рукоятки.

Елементи керування обладнанням
Існує ряд елементів агрегату:
- Автоматичний перемикач живлення.
- Тумблер освітлення робочої поверхні.
- Вмикач подачі рідини в систему охолодження.
- Рукоятка для регулювання подач.
- Кнопка активації подачі.
- Регулятор вибору швидкостей подачі.
- Блок управління та напрямки руху шпинделя.
- Регулятор частоти обертання головки свердління.
- Болти – фіксатори клину робочої головки.
- Рукоятка для фіксації затискача робочого столу.
- Плата електричних контактів та живлення мережі.
- Для забезпечення допоміжного керування використовується низка кнопок, пусковий автомат, ручний пускач.
Зупинка шпинделя
Для ефективності гальмування на верстаті використається динамічна схема. Постійний струмподається на три фази обмотки через контактну групу.
Під час здійснення зупинки, зниження швидкості закорочуються обмотки двох фаз. Повна зупинка при натисканні на відповідну кнопку.
Електричний захист
Щоб запобігти небажаним перевантаженням виробником передбачено захист – автоматичний вимикачАСТ - 3. Заземлення верстата забезпечується котушкою магнітних пускачів. Свердлилки, так само як і контактна плата, повинні бути підключені відповідно до вимог та норм, що належать до виробничого обладнання.
Складові електричної частини: електричний силовий агрегат, електричний насос для подачі рідини в систему охолодження, механізми пуску та автоматичного відключення, випрямлячі, локальний освітлювальний приладдля покращення робочого процесу.
В обов'язковому порядку кожен співробітник, особливо який працює за верстатом, повинен суворо дотримуватись норм і вимог інструкції з охорони праці. Інакше робітник не допускається на робоче місце.