Найпростіший саморобний зварювальний апарат своїми руками. Зварювальний апарат своїми руками – чи можливе таке? Приклади застосування Вольтової дуги
У цій статті ми хотіли б розкрити всі нюанси зварювання електродом для початківців. Якщо ви не збираєтеся стати професіоналом у сфері зварювання, але навчитися працювати зі зварювальним апаратом хочеться, ми проведемо пару уроків зі зварювання для початківців. Звичайно, відразу ви не станете зварником екстра класу, але цього ж і не потрібно. Головне - зрозуміти, як правильно варити зварювальним апаратом та електродами якщо ви новачок, а також осягнути основні прийоми роботи.
У цьому уроці зварювання для чайників ми відповімо на такі питання: "як правильно варити зварюванням початківцям", "як правильно варити шов зварюванням" і обов'язково розповімо "як правильно варити інверторним зварюванням".
Рис.1 - Зварювальний інвертор FUBAG IR 160
Ручне дугове зварювання покритими електродами, що плавляться (ручне дугове зварювання MMA)– це один із найдоступніших для навчання методів зварювання.
Наш перший урок зварювання для початківців
Насамперед, потрібно визначитися з вашими завданнями. Від цього залежатиме і вибір апарату для зварювання.
Основний параметр зварювального інвертора – це діапазон зварювального струму.
Вибір за цим параметром безпосередньо пов'язаний з обсягами, видами та періодичністю робіт, які ви плануєте. Також бажано, щоб Ваш інвертор мав функцію полегшення розпалювання та антиприлипання електрода – це значно полегшить відпрацювання навички розпалювання та утримання дуги. У цьому ролику ми докладно розповімо про них.
Припустимо, ваша дружина вирішила стати садівником і ви маєте звести каркас теплиці або Ви будуєте бокс для гаража.
Матеріалом для таких робіт зазвичай служить дрібний фасонний прокат (куточок, профільні труби) та листова сталь товщиною 2-3 мм. Проводять такі роботи зазвичай електродами на 3 мм при струмі 80-130 А.
На прикладі зварювального інвертора FUBAG IR 160зі зварювальним струмом у діапазоні 10-160 А ми покажемо з чого почати.
Кілька слів про те, чому вибираємо саме інвертор. Зварювати метал інвертором легше, тому що пристрій забезпечує постійний струм зварювання (незалежно від коливань напруги у мережі). Внаслідок цього дуга горить стійко, метал розбризкується незначно. Ще один плюс зварювальних інверторів FUBAG – у них невелика вага.
Наприклад, цей апарат важить всього 3 кг.
До того ж, сучасні інвертори оснащуються функціями, які полегшують життя зварювальникові, особливо початківцю – гарячим стартом, анти-прилипанням та форсажем дуги.
Назви функцій звучать красиво, але навіщо вони потрібні та чим полегшать Ваше життя?
Hot Start
Функція Hot Start Хотстарт (Гарячий старт) забезпечує впевнене запалювання дуги. У момент запалювання апарат на частки секунди автоматично збільшує силу струму додатково до заданої зварювальником. Завдяки цьому електрод миттєво розігрівається та легко запалює дугу. Якщо в апараті такої функції немає, то можуть виникнути труднощі з розпалюванням дуги.
Arc – force
Arc – force АРК ФОРС (форсаж дуги). Якщо в процесі зварювання зварювальна дуга з якихось причин рветься і гасне, функція аркфорс автоматично дає додаткові імпульси струму, що дозволяє зварювальникові працювати без випадкового обриву дуги.
Анті Stick
АNTI STICK (АНТИСТИК) – легке відділення електрода, що залип, без пошкодження обмазки.
Іноді електрод прилипає до металу та відбувається коротке замикання. Відокремити електрод від заготівлі зараз практично неможливо. Функція АNTI STICK спрацьовує за такого короткого замикання і скидає значення струму до мінімуму. Електрод можна легко відокремити від заготівлі. Після цього струм автоматично повертається до встановлених значень і Ви можете продовжувати роботу цим же електродом.
- Підбираємо електрод
З зварювальним інверторомЗрозуміло. Що ще знадобиться для зварювання чайникам – електроди! Взагалі, щоб підібрати електрод при зварюванні інвертором, ми повинні знати: тип металу та його товщину т.к. для кожного типу металу та товщини підбирається свій електрод. Досвідчені зварювальні машини враховують ще й положення для зварювання, глибину провару та інші нюанси, але для початку нам буде достатньо товщини металу. У нас заготівля завтовшки 3 мм, тому вибираю електроди fubag FB46. Вони відмінно підходять для зварювання низьковуглецевої сталі.
Для початку ви можете користуватися такою таблицею для підбору електродів для зварювання ММА:

Рис.3 - Електроди fubag FB46
У міру набуття власного досвіду та переваг, Ви зможете підбирати зручні для вас діаметри та види електродів.
При роботі зі зварюванням захист для очей – обов'язкова умова! Ми користуватимемося маскою зварювальника ULTIMA Panoramic 5-13. Дуже гідна та надійна модель з великою зоною огляду. Крім того знадобляться краги, спецодяг та взуття, щоб уникнути опіків від іскор та розплавленого металу.

Рис.4 - Зварювальна маска FUBAG ULTIMA Panoramic 5-13
- Готуємо робоче місцета заготівлі
Перед початком роботи потрібно підготувати робоче місце. Ми варитимемо на спеціальному демонстраційному столі. У робочих умовах простежте, щоб у безпосередній близькості від зварювання був легкозаймистих матеріалів.
Зварювальники-початківці роблять велику помилку, коли нехтують підготовкою деталей під зварювання. На деталях, що зварюються, завжди є різні забруднення - іржа, фарба. Такі забруднення впливають якість шва. Необхідно металевою щіткоюзачистити зони шва на ширину 20-25 мм від стику. Якщо деталі сильно забруднені, можна протерти їх ацетоном чи розчинником.

Рис.5 - Зачищення зони шва
Апарат потрібно встановити у горизонтальному положенні. Тепер підключаємо зварювальні кабелі до силових роз'ємів апарата.
Можливі два варіанти підключення маси та електродотримача:
Пряма полярність
– коли заготовка підключається до плюса, а електрод до мінусу.
Зворотна полярність - Електрод до плюсу, заготівля мінусу.

Рис.6 - Підключення зварювальних кабелів
На пачці з електродами вказується полярність, де рекомендовано ними працювати. Наприклад, ці електроди – до роботи на зворотній полярності, тобто. вони підключаються до плюсу.
Ми працюємо електродами для зварювання як на зворотній, так і прямій полярності.
Рис.7 - Електроди FB 46 D3.0 мм
І ми варитимемо на зворотній полярності.
Більш докладно про пряму та зворотну полярність – дивіться в ролику «як підібрати електроди для зварювання».
- Виставляємо силу струму
Тепер можна підключити апарат до мережі та виставити потрібний зварювальний струм. Сила зварювального струму підбирається відповідно до діаметру електрода і товщиною металу, що зварюється. на початковому етапіви можете орієнтуватися за таблицями, які дано на кожному зварювальному апараті. Коли набудете достатнього досвіду, то зможете підбирати силу струму під свій стиль.
Ми варимо сталь 3 мм електродами діаметром 3. Відповідно виставляємо потрібний нам робочий струм - 100А. Наш має цифровий дисплей, що значно спрощує налаштування та контроль за силою струму.

Рис.8 - Налаштування зварювального струму
Не варто виставляти значення вище максимального, інакше метал пропалюватиме, але також у такий спосіб можна різати метал. Якщо виставити занадто низьку силу струму, то дуга не запалюватиметься і електрод почне залипати.
- Запалюємо зварювальну дугу
Потренуємося у запаленні зварювальної дуги. Запалити зварювальну дугу можна двома способами - торканням та цвірканням.
- Чиркаючи електродім Як сірником на місці початку зварювання ми провокуємо запуск дуги. Якщо точно, то торкаємося електродом металу, потім ведемо його торкаючись поверхні і плавно піднімаємо електрод на встановлену відстань.

Мал. 9 - Спосіб запалювання зварювальної дуги - цвіркання
- Спосіб торканням (його ще називають постукуванням) відрізняється лише тим, що ми не ведемо електрод по поверхні металу, а просто торкаємося його краєм місця початку зварного шва та відводимо електрод.

Рис.10 - Спосіб запалювання зварювальної дуги - торкання
Тримайте електрод під кутом близько 45 градусів і намагайтеся підтримувати цей проміжок між електродом і металом в 3-4 мм у міру вигоряння електрода і одночасно переміщуйте його по горизонталі. Якщо електрод прилипає, хитніть його з боку на бік, відірвіть і знову запаліть дугу. Досягніть навички отримання стійкої дуги між електродом і деталлю.
Спробуйте попрацювати і тим, і іншим способом та виберіть, який Вам підходить більше.
- Пробуємо варити
Коли у Вас все вийде із запаленням та підтримкою дуги, то можете спробувати наплавити валик. Для цього треба запалити дугу і плавно переміщати електрод по горизонталі, виконуючи при цьому коливальні рухи. Розплавлений метал «підгрібайте» до центру дуги.
Наприкінці зварювального шва, робите коливальні рухи убік і прибираєте електрод убік наплавленого металу. Ця хитрість надасть зварному з'єднанню красу (позбавить кратера).

Мал. 11 - Наплавлення валика
До кінця уроку "зварювання для початківців" у Вас повинен вийти красивий шов, який має маленькі хвилі з наплавленого металу. Після остигання необхідно відбити шлак. Мушу вийти ось такий валик.

Рис.12 - Гарний шов
Коли Ви впевнено навчитеся робити такі заготовки, можна переходити до наступного етапу – куштувати варити різними видами швів. А ось які бувають види швів, як пересувати електрод щоб досягти прекрасного і надійного шва ми розповімо в наступній статті!
26 Липня 2019
У приватному будинку та на дачі постійно виникає необхідність щось зварити. Щоб не звертатися по дрібницях до профі (і не платити їм) можна купити недорогий зварювальний апарат та навчитися самому. Для придбання цих навичок рекомендують купувати зварювальні апарати постійного струму, а зокрема зварювальні інвертори. Вони мають невеликі габарити, мало важать, за їх допомогою можна отримати якісний шов навіть без великого досвіду. Що не менш важливо, у цій категорії є непогані апарати за невисокою ціною (5-10 тисяч рублів). Тому зварювання інвертором для початківців — найкраще, що може сьогодні запропонувати ринок.
Що таке зварювальний інвертор і як він працює
Інвертором цей пристрій назвали тому, що він перетворює змінний струм мережі 220 В з частотою 50 Гц, високочастотні коливання, а потім - в постійний струм. При цьому пристрій має високий ККД: близько 85-90% і навіть при досить великих навантаженнях лічильник «мотає» небагато. У всякому разі, скажені рахунки вам оплачувати не доведеться. Витрата буде трохи вищою, ніж без зварювання, але ненабагато.

Більшість інверторних зварювальних апаратівпрацюють від побутової мережі 220 В (є апарати і від 380 В). І це — один із їхніх плюсів. Причому, вони ніяк на неї впливають, тобто. не «садять» напругу. Щодо сусідів будьте спокійні: вони й не знатимуть, що ви займаєтеся зварюванням. Другий важливий плюс у тому, що вони більш-менш нормально можуть працювати і за зниженої напруги. Потрібно, звичайно, дивитися в характеристиках, але при 170 В більша частина їх ще дозволяє працювати електродом 3 мм. Це дуже важливо особливо для сільської місцевості, де низька напруга— скоріше норма, ніж виняток.
Що ще добре для новачків, що дугу при інверторному зварюванні і отримати і втримати легше. І взагалі, на думку багатьох варить від «м'якше» і дуга в нього «легша». Тож хочете навчитися варити - спробуйте спочатку інверторним зварюванням.
Основи зварювання інвертором
Спочатку розберемося в конструкції зварювального інвертора. Начинку розглядати не будемо, оглянемо, що є зверху і чим доведеться користуватися.

З чого складається інверторний зварювальний апарат (Щоб збільшити розмір картинки, клацніть по ній правою клавішею мишки).
Цей апарат є невеликою металевою скринькою, яка в залежності від потужності важить від 3 кг до 6-7 кг. Корпус зазвичай металевий, деякі виробники роблять у ньому вентиляційні отвори- Для кращого охолодження "начинки" (здебільшого - трансформатора). Для перенесення є ремінь, іноді ще й ручка: ремінь надягають на плече, якщо робота вимагає пересування.
На одній з панелей є клавіша або перемикач живлення. В лицьовій частині розташовані індикатори живлення та перегріву. Також є ручки виставлення напруги та зварювального струму. Також на передній панелі є два виходи - "+" і "-" до яких підключаються робочі кабелі. Один кабель закінчується затискачем-прищіпкою, який чіпляють до деталі, другий - утримувачем електрода. Роз'єм підключення кабелю живлення знаходиться, як правило, ззаду. Ось, власне, все.
При покупці інвертора зверніть увагу, щоб кабелі були досить довгими та гнучкими: так зручніше працювати. Саме на недостатньо довгі та жорсткі робочі кабелі найбільше нарікань у користувачів популярної марки.
Загальні принципироботи з інверторним зварювальним апаратом розказані у цьому відео.
Зварювання інвертором для початківців
Як при будь-якому електрозварюванні, розплавлення металу відбувається за рахунок теплоти електричної дуги. Вона виникає між зварювальним електродомі металом, що зварюється. Для створення дуги їх підключають до протилежних полюсів: на один подають "+", на другий "-".
При підключенні електрода до «мінуса», а деталі до «плюсу» з'єднання називають «прямим». Якщо на електрод подано "плюс" - підключення - зворотне. І той і інший варіант використовуються при зварюванні, але тільки для металів різної товщини: зворотну - для пряму - для зварювання товстих металів (товщиною понад 3 мм). Але це не непорушне правило, іноді поступають навпаки.

Чим на практиці викликано такий поділ? Фізика процесу. Електроди у разі виникнення дуги рухаються від мінуса до плюсу. І передають при цьому позитивно заряджену поверхню ще й свою енергію, збільшуючи її температуру. Тому той елемент, який приєднаний до позитивного виходу, нагрівається більше. При зварюванні металів достатньої товщини потрібно добре розігрівати, щоб вони сплавилися і шов був якісний. Тому на них подають "+". Тонкий метал, навпаки, від перегріву може прогоріти і до нього чіпляють мінус, сильніше розігріваючи електрод, з якого в шов надходить більше розплавленого металу.
Правильно варити метал інвертором можна, тільки якщо електрод добре вами контролюється. Для цього потрібно держак взяти правильно. Як це зробити, дивіться у відео.
Як при зварюванні утворюється шов
Тепер власне про процес зварювання. Електрична дуга утворюється при контакті осердя електрода та металу (як розпалити дугу читайте трохи нижче). При цьому починає горіти обмазка. Вона частково розплавляється, переходячи в рідкий стан, частково перетворюється на гази. Ці гази оточують зону зварювання – зварену ванну. Вони не дають прорватися до розплавленого металу кисню з повітря. Та частина обмазки, що перейшла у рідкий стан, покриває розплавлений метал, утворюючи другий шар захисту. Після остигання вона перетворюється на шлак, який кіркою покриває шов. І на цьому етапі шлак захищає ще гарячий метал від кисню.

Але шлак і захист далеко не єдиний процес, який при цьому відбувається, і який потрібно контролювати. При зварюванні необхідно стежити, щоб місце з'єднання двох шматків металу прогрівалося рівномірно і достатньо. Обидві деталі повинні розплавитись на однакову відстань від краю. Щоб прогрівання було рівномірним, потрібно утримувати однакову відстань від кінчика електрода до деталі. Робити це не дуже просто: електрод під час зварювання плавиться і частинки його розплавленого металу дугою переносяться в шов. Тому доводиться утримувач електрода поступово підсувати ближче до деталі. Але й на цьому ще не закінчується техніка зварювання електродом. Потрібно ще його кінчиком "виписувати" деякі фігури - зигзаги, кола, ялинки і т.д. Вони дозволяють зробити шов ширшим і сплавити дві деталі разом. Найпоширеніші рухи електрода представлені на фото нижче.

Тобто, рухати електрод потрібно з боку в бік на ширину шва по одній з цих траєкторій, стежити при цьому за тим, в якому стані знаходиться зварена ванна, а також опускати в міру прогорання електрод, підтримуючи відстань до деталі постійним. Ось така непросте завданнястоїть перед тим, хто хоче навчитися варити метал. Зварювальний інвертор це простіше - дуга постійна і не скаче, але спочатку у вас може не вийти.
У цьому відео з дуже великим уповільненням показаний процес перенесення частинок металу з електрода у зварену ванну та те, як вона формується.
Як навчитися зварювати метал інвертором
Починають навчання з розпалювання дуги. Для цього вам знадобиться крім апарату, металу (товщиною 5-6 мм) та електрода ще маска та краги (щільні шкіряні рукавички) зварювальника, а також щільний одяг та черевики з товстої шкіри – для захисту від іскор та окалини.
Починають роботу із підключення зварювальних кабелів. Потім утримувач вставляють обраний електрод (для початку візьміть МР 3 діаметром 3 мм - вони легко запалюються і добре варять). Після цього включають живлення, виставляють зварювальний струм (див. таблицю). Для електрода 3 мм діаметром виставляють струм 90-120 А. Струм у процесі зварювання може коригуватися. Якщо ви бачите, що виходить не валик, а просто якісь нескладні смужки, збільште його. Якщо ж навпаки, метал дуже рідкий і рухати зварену ванну складно, зменшуйте. Налаштування дуже сильно залежать від апарата та вибраного електрода. Тож пробуйте, міняйте. Виставивши струм одягають маску зварювальника (новачкам буде простіше працювати в , можна працювати.

Зварювання інвертором для початківців починається з навчання розпалювання дуги. Є два методи: кілька разів стукнути кінчиком електрода по деталі або чиркнути ним, як сірником. Обидва методи працюють. Яким вам буде зручніше, тим і скористайтеся. Але на майбутнє врахуйте, що чиркати треба вздовж лінії шва — щоб слідів на виробі не залишалося. Щоб стійко розпалювати дугу, вам доведеться повправлятися деякий час і спалити кілька електродів.
Коли дуга запалюється без проблем, можна рухатися далі — освоювати рухи. Роблять це прокладаючи на товстому металі валики. на металевій пластинімалюєте крейдою межу, яка замінятиме вам шов. Потім запалюєте дугу. Там, куди вона вперлася, плавиться метал і покривається плівкою рідкого шлаку. Це місце називають зварювальною ванною. Ось її і доведеться вам рухати вздовж намальованої лінії. Роблять це одним із рухів, показаних на малюнку вище.
Щоб ванна рухалася, електрод потрібно трохи нахилити приблизно під кутом 50-45°. У когось кут більший, у когось менше. Взагалі, нахиляючи електрод, ви змінюєте розміри (ширину) звареної ванни. Можете поекспериментувати: у зварюванні дуже багато різних технікі важливо тільки щоб шов був якісним, а як ви цього досягнете - ваша справа, тим більше, що працюватимете ви на себе і для себе.
Існують два основних робочих положення електрода: кутом вперед, і кутом назад. При зварюванні кутом вперед отримуємо менший нагрів, шов вийде ширше. Цю техніку використовують при зварюванні тонких металів. . Товсті зварюють зазвичай кутом назад.

Але кут нахилу це не всі параметри, які доведеться витримувати. Є ще довжина дуги. Це відстань від кінчика електрода до поверхні деталі. Середня дуга - 2-3 мм, коротка - 1 мм або взагалі впритул, довга - 5 мм і більше - до відриву. Практика розпочинається з роботи на середній довжині дуги. Витримуйте до металу 2-3 мм. Тоді шов буде вищий рівніший і якісніший: при занадто великому зазорідуга починає скакати, прогрівання металу недостатнє, шов виходить розмазаним, з'єднання ненадійним. При короткій дузі виникає інша проблема - шов занадто опуклий через те, що зона розігріву дуже мала. Це теж погано, тому що залишаються підрізи - канавки вздовж шва на деталі - що зменшують міцність з'єднання.

Потренувавшись якийсь час на укладання валиків різними рухами, ви після того як валики виходять однакової ширини, лусочки наплавлення мають приблизно однакові розміри, можна пробувати варити шви. Ви можете почитати, а можете подивитися ще один урок «Зварювання для чайників».
Основи зварювання інвертором для початківців усі. Вам залишилася тільки практика: потрібно перевести не один електрод на тренування. Навіть, можливо, не один кілограм. Коли рука сама робитиме всі рухи, вам все здасться зовсім нескладним.
Щоб закріпити отримані знання, спробуйте спочатку трохи натренувати руку без електрода, відпрацьовуючи рухи тримаючи в руці олівець. Теж непоганий варіант, може він вам здасться більш прийнятним. У цьому відео-уроці зварювання інвертором для початківців дуже розумно, просто і доступно все викладено. Якщо залишилися якісь неясності, перегляньте. Зрозумієте, як правильно варити інверторним зварюванням. Для зварювальників-початківців багато корисного.
І насамкінець про деякі особливості експлуатації зварювальних інверторів. Вони дуже бояться пилу, особливо металевого. Тому бажано поряд з ними не користуватися болгаркою та проводити регулярне чищенняпилососом усередині (після того, як закінчено гарантійний термін). Не рекомендується ними працювати на дощі або в вологих приміщеннях. Особливо це стосується недорогих побутових моделей. Хоч у них є захист від ураження електрострумом, але краще все ж таки перестрахуватися.
Вибираючи електроди, звертайте увагу на область їх використання: вони повинні підходити для роботи. постійним струмом. При зварюванні на найбільшому струмі або напрузі режим роботи переривчастий. Він вказаний для кожного апарату у паспорті.
Чудовий Будівельник.ru представляє вам детальний описзварювання інвертором. Інвертор є зварювальним апаратом, яким можна з'єднати металеві листи під впливом електричного розряду. Зварювальні інвертори стали справжнім стрибком у галузі зварювальних апаратів, оскільки старі трансформатори є досить важкими та складними у застосуванні. Інвертор доступний для роботи будь-кому, достатньо знати деякі принципи здійснення за допомогою його зварювального процесу. Велика перевага в тому, що при зварюванні інвертором спостерігається менше розбризкування, ніж при зварюванні від трансформатора.

Відмінною особливістю інвертора є, перш за все, його мала вага та максимальні можливості, за допомогою яких йому доступні такі роботи, які раніше виконувались складними та важкими агрегатами. Електроенергія, що споживається цим невеликим апаратом, спрямовується виключно на роботу дуги, за допомогою якої здійснюється безпосередній зварювальний процес.
Обладнання малочутливе до перепадів напруги в електромережі, що спостерігаються у сільській місцевості. Якщо у вас в приватному будинку спостерігають перепади, зверніть увагу на рекомендовану напругу в паспорті інвертора. Деякі джерела дозволяють виконувати зварювання електродом d =3 мм навіть за 185 В напруги в мережі.
Думка зварювальників-професіоналів однозначна: за допомогою інвертора легше тримати зварювальну дугу та отримати гарний якісний шов.
Перед початком зварювання інвертором або ази електрозварювання
Інверторні зварювальні апарати дуже економічні та максимально зручні в експлуатації, що дуже важливо особливо для тих, кого цікавить зварювання інвертором для початківців. Які основи зварювання інвертором, техніка роботи з ним важлива для початківця? Насамперед варто відзначити принцип роботи інвертора. Оскільки інвертор – це електронний зварювальний апарат, основне навантаження роботи з ним лягає на електричну мережу. У порівнянні зі старими зварювальними апаратами, включення в роботу яких відбувається сильний і максимальний поштовх електроенергії, внаслідок якого відбуваються відключення електричної мережі всього селища, інвертор має накопичувальні конденсатори, які накопичують електроенергію і забезпечують, по-перше, безперебійну роботу електромережі, а по-друге , м'яко розпалюють електричну дугуінвертор. У досить доступній формі уроки зварювання інвертором можна опанувати і самостійно. А якщо у вас виникло питання, як навчитися варити інверторним зварюванням, то ми можемо надати вам декілька корисних порадНа що в першу чергу варто звернути увагу перед виробництвом зварювання. Дуже важливим моментомє і той факт, що чим більший діаметр електродів, тим більше електроенергії він споживає. Тому якщо ви вирішили перевірити свій інвертор у роботі, варто приблизно розрахувати максимальна кількістьспоживаної електроенергії апаратом, щоб не спалити побутову технікуу сусідів. Крім того, для кожного діаметра електрода показано мінімальну силу струму, тобто якщо спробувати зменшити силу струму, то шов не вийде. Якщо ви вирішили поекспериментувати та підвищити силу струму, то шов вийде, проте електрод занадто швидко згорятиме.
Інвертор: зовнішній огляд обладнання
Інвертор, що продається торговельною мережею, зовні нагадує ящик. Його вага залежить від потужності апарату: 3 – 7 кг. Перенесення обладнання виконується за допомогою ременя або ручки. Охолодження виконується через вентиляційні отвори у корпусі.

На поверхню обладнання виведені наступні рукоятки та індикатори керування:
увімкнення та вимкнення апарата виконується тумблером,
величина струму та напруги виставляється ручками на передній панелі,
на панелі є індикатори, які інформують про подачу живлення та перегрівання обладнання,
попереду на панелі розташовані виходи, позначені написами "+" та "-".
Додатково до комплекту входить два кабелі. Один із них закінчується тримачем для електрода. На другому є затискач за формою нагадує прищіпку для закріплення на зварювання виріб. Підключення зварювального обладнання здійснюється через гніздо, що знаходиться на задній панелі апарата.
Ази електрозварювання
Щоб розібратися, що відбувається під час зварювання, достатньо подивитися на запропоновану картинку.

Дуга утворюється від контакту металевої частини електрода і металу, що зварюється. Під дією температури дуги починається плавитися як метал, що зварюється, так і електрод. Розплавлена частина металу, що зварюється, і металевий стрижень електрода в місці дуги утворюють ванну. Обмазування електрода розплавляється. Частина її перетворюється на газоподібний станта закриває ванну від кисню.
Залишилася в рідкому станіобмазка електрода знаходиться зверху рідкого металу, захищає металу від кисню повітря в момент зварювання та під час охолодження.
Після того, як зварювання завершилося і метал охолоне, рідка частина обмазки перетворюється на шлак, який покриває шов із зовнішнього боку. Після повного остигання шлак легко видаляється при постукуванні молотком.
Електрод під час зварювання плавиться. Для того щоб дуга не гасла, необхідно витримати постійну відстань між електродом та металом, так звану довжину дуги. Це виходить за рахунок подачі електрода до зони зварювання з однаковою швидкістю. При цьому намагатися вести електрод по стику зварного шва.
Додаткове відео на тему:
Урок зварювання інвертором для початківців (покрокова інструкція)
1. Для початку роботи зі зварюванням потрібно мати захисні елементи, а саме:
- рукавички із грубої тканини (не гумові);
- Для захисту очей обов'язково придбайте зварювальну маску із встановленим захисним фільтром, який підбирається з урахуванням величини зварювального струму. Найзручніше для зварювання застосовувати маску хамелеон. Фільтр, що використовується в ній, розпізнає дугу і затемняється під її параметри. Зверніть увагу, якщо низьких температурахфільтр не встигає вчасно спрацювати, за температури нижче -100С маска хамелеон не забезпечує захист;
- груба куртка та штани з натурального щільного матеріалу, який не спалахує від іскор у процесі зварювання. Одяг повинен надійно закривати шию, має довгі рукави, що застібаються, захищають руки;
закрита шкіряне взуттяна товстій підошві.

2. Але одного апарату для початку зварювання недостатньо. Зварювальні роботи вимагають наявності індивідуальних засобівзахисту та підготовчих заходівспрямованих створення безпечних умов. Підготовка місця полягає в наступному:
Забезпечте на столі вільний простір для зварювання. Заберіть все зайве, куди можуть потрапити бризки.
Забезпечте якісне висвітлення місця виконання робіт.
Зварювальні роботи виконуються стоячи на дерев'яний настил, що захищає від ураження електричним струмом.
3. Налаштовуємо зварювальний струм та вибираємо електрод. Використовуємо електроди для інверторного зварювання від 2 до 5 мм.Виставляємо зварювальний струм залежно від товщини деталей і матеріалу, що зварюється. Зазвичай на корпусі інвертора вказується яка має бути сила цього струму.
4. Якщо перед вами щойно куплені в торговій мережі електроди, ви впевнені у їх якості, цей розділ можете пропустити. Наведена інформація допоможе підготувати до роботи електроди, які зберігалися в умовах неопалюваного вологого приміщення. Щоб забезпечити якісне зварне з'єднання, їх необхідно висушити протягом 2-3 годин при температурі 2000С. Для цієї мети можна скористатися старою електричною духовкою.
Електроди вибирають строго орієнтуючись на марку матеріалів, що зварюються. Для навчання можна скористатися найпоширенішими: АНО чи МР.
5. Підключаємо клему маси до поверхні, що зварюється (виділено червоним).

6. Для того щоб з'єднання зварюванням вийшло надійним і якісним, перед початком роботи зварюваний метал необхідно підготувати:
- Повністю видалити іржу з кромок металевою щіткою.
- Обробіть крайки розчинником: бензином, уайт-спіритом.
- Під час підготовки зверніть увагу на неприпустимість наявності на кромках жиру, лакофарбових виробів.
7. Навчання краще починати з виконання швів у вигляді валика на листі металу великої товщини. Перший шов виконуйте на металі, який покладете на горизонтальну поверхню столу. Прокресліть крейдою на металі пряму лінію, по ній прокладатимете валик і орієнтуватиметеся в процесі роботи. Процес зварювання починається з підпалу дуги.Є два способи розпалювання зварювальної дуги:
- цвіркання про метал, як при запаленні сірника,
- постукуванням об поверхню металу.
Можна спробувати запалити та утримати дугу обома методами. Бажано при розпалюванні не залишати сліди поза зоною зварювання. Дуга утворюється від контакту електрода та металу. Зварювальник відводить електрод на зовсім невелику відстань, що відповідає довжині дуги і починає зварювання.

8.Приступаємо до зварювання.
У нас вийде зварювальний шов. Окалину (накип металу зверху шва) прибираємо постукуванням невеликим молоточком (або іншим твердим і важким предметом).

9. Ось що приблизно у нас має вийти.

Дивимося відео:
Контроль дугового проміжку
Що таке дуговий проміжок чи довжина дуги? Це зазор, який утворюється у процесі зварювання між електродом та металом. Основи зварювальної справи свідчать, що важливим моментом є постійний контроль та підтримка однакової величини цього проміжку.
Коротка дуга

При короткій дузі, близько 1 мм, метал розігрівається на невелику по ширині зону і виходить шов випуклий. У місці з'єднання металу та шва можлива поява такого дефекту як підріз. Це невелика канавка біля шва, і йому паралельна. Підріз зменшує характеристики міцності шва.
Довга дуга

За довгої дуги важко забезпечити її стабільність. Дуга погано захищена від повітря атмосфери, менш прогріває метал і виходить недостатній шов шов.
Нормальна дуга

Забезпечення постійного проміжку нормальної величини призведе до формування нормального шва, що має хороший провар. Нормальна величина дуги становить 2-3 мм.
Популярні помилки початківців при зварюванні:
Навчившись керувати завдовжки дуги, можна забезпечити оптимальний результат. Дуга утворює зварювальну ванну, коли проходить через зазор, плавлячи основний метал та електрод. Вона ж забезпечує перенесення у ванну металу, що наплавляється.
Як правильно сформувати зварювальний шов та які бувають дефекти
Як навчитися варити зварювальним апаратом та уникати дефектів? При швидкому русі електрода у процесі зварювання утворюється дефектний шов. Лінія ванни розташована нижче ніж поверхня основного металу. Якщо дуга інтенсивно і глибоко проникає в основний метал, вона штовхає назад ванну і утворює шов. Тому в процесі зварювання важливо стежити, щоб шов був на рівні металу. Отримання необхідного по глибині якісного шва забезпечується вмінням зварювальника. Крім поступального руху вздовж зварювальної кромки він виконує поперечні рухи для забезпечення провару та отримання необхідної ширини шва. Вибір, які рухи виконувати – особиста справа зварювальника. За товщини металу до 4 мм європейські стандарти радять поперечні рухи не виконувати.
Ванна слідує за теплом – це необхідно пам'ятати, змінюючи напрямок при зварювальних робітах. Формування підрізу відбувається, коли металу електрода недостатньо, щоб повністю заповнити ванну під час руху впоперек. Щоб не допустити утворення такої бічної канавки (підрізу), потрібно контролювати зовнішні межі, ретельно стежити за ванною і при необхідності робити її тонше.

Коли електрод трохи нахилений, вся сила прямує назад і шов піднімається (спливає). 
Коли електрод у процесі зварювання нахилений занадто сильно, сила прикладається у напрямку шва, що не дає нормально керувати ванною.

При необхідності отримати плоский шов або зрушити ванну назад використовують нахили електрода під різним кутом. Робота починається з кута від 45 ° до 90 °, так як такий кут дозволяє спостерігати за ванною та нормально виконувати зварювання.
Зварювальник під час роботи подає електрод у зону зварювання з певним нахилом. Розрізняють зварювання кутом уперед та кутом назад. Цей технологічний прийом дає змогу регулювати параметри шва.
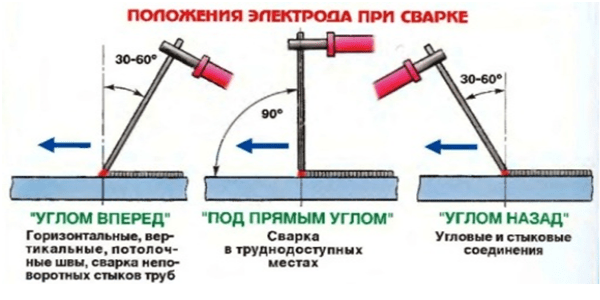
При зварюванні кутом вперед виходить менший шов по глибині, але ширше, що зручно для тонкого металу. Зварювання товстого металу виконують кутом назад, забезпечується більший прогрів металу по глибині. При виконанні робіт бажано витримувати вказані на малюнку кути. Синьою великою стрілкою показано напрямок зварювання – рух зварного шва.
Додаткове відео на тему:
Пряма та зворотна полярність при зварюванні інвертором
Процес розплавлення металу під час зварювання відбувається під дією тепла дуги, яка утворилася між електродом і металом в результаті підключення металу та електрода до протилежних клем зварювального апарату.
Існують два варіанти проведення зварювальних робіт, що відрізняються порядком підключення, що отримали назву зварювання на прямій та зворотній полярності. При прямій полярності електрод підключається до мінуса, а метал до плюсу, відбувається знижене введення тепла в метал. Зона розплавлення вузька, водночас глибока.
При зворотній полярності до плюса підключений електрод, а метал до мінусу відбувається знижений введення тепла у виріб. Зона розплавлення досить широка, але з глибока. Можна спостерігати ефект катодного очищення поверхні, що зварюється.
Яку полярність при зварюванні вибрати? Зварювання виконується як на прямій, так і зворотній полярності. При виборі враховується те що, що більше нагрівається елемент мережі, підключений до плюсу. Забарвлена на малюнку червоним кольором область при зварюванні нагрівається найбільше.
Виконуючи зварювання тонкого металу, його бояться перегріти і пропалити. До виробу підключають мінус і варять на зворотній полярності. На прямій полярності вариться товстий метал.
Вплив швидкості подачі електрода
Швидкість зварювання та подачі електрода повинна забезпечувати надходження достатньої кількості розплавленого металу до зони зварювання. Нестача металу призводить до підрізу.
При швидкому переміщенні електрода вздовж шва, потужності дуги не вистачає для прогріву металу, шов виходить неглибокий, лежить зверху металу, не проплавивши кромки, що зварюються. При повільному просуванні електрода, спостерігається перегрів основного та електродного металу, можливе пропалювання поверхні та деформація тонкого металу.
Вплив сили струму
Силу струму встановлюють на інверторі, згідно з даними, наведеними в таблиці. Як бачите, дані ймовірні.

Сила струму та швидкість руху надають комплексний вплив на зварний шов. Великий струм збільшує глибину проплавлення та дозволяє збільшити швидкість руху електрода. При оптимальній відповідності сили струму і швидкості шов виходить в міру опуклий і красивий, що забезпечує необхідну глибину провару кромок, що зварюються.
Зварювальний процес інвертором тонких металевих листів
 На що ще потрібно звернути увагу на проведення зварювального процесу? на полярність електронів. Це основи зварювальної справи. При зварювальному процесі постійним струмом є негативний і позитивний зарядджерела. Говорячи про те, як правильно підключити зварювальний інвертор, в першу чергу потрібно визначитися який заряд куди підключити, виходячи з того, що якщо позитивний заряд має матеріал, який потрібно зварити, він нагріватися буде більше. Якщо позитивний заряд під'єднати до електрода, він буде більше нагріватися і горіти. Типовою є зворотна полярність при зварюванні інвертором, оскільки передбачається зварювання тонких металевих листів, які легко пропалити. Тому якщо вас насамперед цікавить зварювання інвертором тонкого металу, варто звернути особливу увагу на встановлення зворотної полярності інвертора, а також нормальну силу струму. Електроди для інверторного зварювання тонкого металу підключаються плюсом до дуги інвертора, а мінусом до металевого листа.
На що ще потрібно звернути увагу на проведення зварювального процесу? на полярність електронів. Це основи зварювальної справи. При зварювальному процесі постійним струмом є негативний і позитивний зарядджерела. Говорячи про те, як правильно підключити зварювальний інвертор, в першу чергу потрібно визначитися який заряд куди підключити, виходячи з того, що якщо позитивний заряд має матеріал, який потрібно зварити, він нагріватися буде більше. Якщо позитивний заряд під'єднати до електрода, він буде більше нагріватися і горіти. Типовою є зворотна полярність при зварюванні інвертором, оскільки передбачається зварювання тонких металевих листів, які легко пропалити. Тому якщо вас насамперед цікавить зварювання інвертором тонкого металу, варто звернути особливу увагу на встановлення зворотної полярності інвертора, а також нормальну силу струму. Електроди для інверторного зварювання тонкого металу підключаються плюсом до дуги інвертора, а мінусом до металевого листа.
В умовах приватного будинку більше значеннямає саме зварювання тонких деталей. Тому що найменші помилки можуть призвести до пропалювання металу. Перш ніж приступити до робіт з тонкими деталями, постарайтеся освоїти основні шви на металі великої товщини.
- Зварювання виконуйте на мінімальній рекомендованій величині сили струму.
- Шов виконуйте кутом уперед.
- Зварювання обов'язково виконуйте на зворотній полярності.
- Велика проблема під час зварювання тонкого металу - деформація деталі. Для того, щоб її зменшити, закріпіть деталі під час зварювання.
- При виконанні прихваток на довгих виробах більше 0,5 м починайте ставити від середини виробу до країв.
Найпоширенішим запитом в мережі інтернет для тих, хто хоче навчитися роботі інвертором, є «зварювання інвертором для відео-початківців». Ми надаємо на сторінках свого сайту унікальне відео, на якому ви зможете переглянути всі принципи роботи інвертором для початківця.
А ми дозволимо собі ще кілька порад щодо навчання зварювального процесу інвертором:

Ще відео на тему:
Вивчіть відео, як правильно працювати зварювальним інвертором і, ми впевнені, що для вас зварювальний процес не складе труднощів. Перш ніж переглянути відео, уважно прочитайте опис зварювання, який написано у нас у статті.
Відео-уроки зварювання інвертором:
І насамкінець, як грамотно вибрати зварювальний інвертор?
Рекомендуємо вам ще:
Коментарі:
Facebook (X)
Звичайні (37)
- Анатолій
Дуже гарна і корисна стаття! Мені просто сподобалося її читати, дякую за настільки детальний розбіррізних нюансів у зварній справі. Практикуватимемося!)
- Володимир
Пане Майстер. я лише починаю зварювати підкажіть я виставивши рекомендовану напругу але шось воно занадто спалює електрод і полярність ніби нормальна ну шось воно не те може і мені шось порадите.
- Дмитро
Зварювальник Київ, зварювальні роботи за доступними цінами
Якщо потрібна допомога пишіть, тут у коментарі завжди допоможемо) - Антон
Щиро Дякую!!!
- Валерій Анатолійович
Дуже корисне відео для початківців, корисна інформаціязагалом і корисний сайт! Дякую! Успіхів у Вашій роботі!
- Тетяна
Мені потрібен майстер, який приварив би металевий вінець до окладу ікони. Метал-латунь.
- Соня
Дякую, стаття дуже сподобалася і коментарі теж
- Олександр (Прораб)
Дорогі друзі, За цей місяць цю статтю було переглянуто 8272 рази, що є високим показником. Будь ласка, рекомендуйте статтю своїм друзям в соціальних мережах, щоб принести ще більше користі початківцям зварювальникам.
- Олександр
підкажіть будь ласка за полярністю. + на електрод підключати або на масу. а то скрізь по-різному пишуть. навпаки написано + електрод - маса.
- Дмитро
Чоловіки, хочу сказати наступне, практика зварювання металу у мене достатня. Сьогодні варю метал як із пластиліну виробу ліплю, легко можу електродом трієчкою, в стелі, заварити дірку діаметром 40-100мм без латки ну і так далі, коротше в задоволення. Таке вміння, а це сталося років 18 тому, отримав, як тільки почав бачити і розрізняти колір металу під час нагрівання дугою. Тому вважаю найважливішим умінням під час горіння дуги: 1. відрізняти шлак від металу. 2. бачити температуру нагрівання металу за його кольором. Навчіться даним речам і ви шаленієте як все легко і просто.
Навряд чи хтось сумніватиметься у важливості зварювальних робіт. Вони використовуються у всіх галузях промисловості. Просунуті дозволяють робити неймовірно міцні та стійкі з'єднання, а досвідчені зварювальники роблять шов рівним та надійним. Але не обов'язково бути кваліфікованим фахівцем, щоб виконувати зварювальні роботи своїми руками у себе вдома. Простенький інвертер, трохи теорії -і можна приступати. Давайте про це і поговоримо.
Трохи спільної інформації
Відмінний зварювальник той, який досконало володіє зварювальним обладнанням. Для того щоб вміти робити якісні зварні з'єднання, зовсім не обов'язково закінчувати будь-яке навчальний заклад, Досить лише постійно практикуватися. В принципі, тут, як і в будь-якій іншій справі, важливо пробувати та вчитися на власних помилках. В цілому ж робити зварювальні роботи своїми руками в домашніх умовах не тільки цікаво, але ще й корисно. За бажання ви зможете виготовити вироби, підварити авто та багато іншого. Тим не менш, не все так просто, як може здатися. Необхідно вміти правильно підібрати режим зварювання, швидкість, тип електрода тощо. важливі деталі. Усе це безпосередньо впливає якість зварного з'єднання. Перш ніж розпочинати виконання робіт, бажано ознайомитися з теорією. Давайте почнемо з найпростішого.

Про техніку безпеки
Зварювальне обладнання – дітям не іграшка, це треба розуміти. Навіть дорослий повинен підходити до інвертора у всеозброєнні.
- По-перше, у вас має бути спецодяг. Тканина має бути щільною, що захищає відкриті ділянкитіла. Крім того, ви працюєте з високою температурою, тому матеріал не повинен спалахувати на тілі.
- По-друге, бережіть свої руки. Купуйте спеціальні рукавички, тому що в процесі роботи вам потрібно буде дотримуватись гарячої арматури. І робити це голими руками, скажімо так, болісно.
- Не працюйте у вологих приміщеннях чи там, де є контакт із водою. Ще зі школи ми знаємо, що вода та електрика несумісні.
- Ну, і остання вимога – купівля маски. Сітківка ока під час зварювання зазнає серйозних навантажень, подбайте про свої очі. Маски зазвичай бувають різних типівта відрізняються за ціною. Звісно, задоволення недешеве, але це обов'язковий атрибут.
Зварювальні роботи своїми руками: інструкція
Отримуючи свій перший досвід, не використовуйте ті деталі, які вам знадобляться. Знайдіть десь у себе в гаражі шматок металу, який вам не потрібен. Це те, що ідеально підійде для перших зварювальних робіт. Наберіть відро води і поставте неподалік себе, трохи пізніше ви зрозумієте, для чого це потрібно. До речі, варити на дерев'яний верстатзаборонено, оскільки може виникнути пожежа. Встановіть затискач заземлення на оброблювану деталь і заправте кабель у тримач. Після цього виставляйте цей параметр повинен відповідати діаметру електрода.

Настав один із найвідповідальніших моментів - підпал дуги. Перед початком поставте електрод під кутом 55-60 градусів по відношенню до оброблюваної деталі. По поверхні повільно проведіть електродом, а коли з'являться іскри, притисніть електрод до заготівлі та відведіть його до появи зазору 0,5 см.
Правила роботи з електродом
Якщо ви все зробили правильно, дуга запалиться. Не забувайте, що зазор 0,5 см необхідно тримати протягом усього робочого часу. Якщо електрод буде занадто наближатися або видалятися, то якість шва буде значно гіршою, ніж має бути. Що стосується швидкості переміщення електрода, то багато в чому вона залежить від металу, що обробляється, і його товщини. Найчастіше його треба вести повільно. Якщо відбудеться залипання, то усувається воно легким качком убік. Кузовні зварювальні роботи своїми руками (ВАЗ-2106 якщо взяти, наприклад) вимагають стійкої дуги, довжина якої буде не менше 3-4 мм. І тут виходить надійний шов.

У подробицях про технологію
Необхідно знати, що існує зварювання з прямою та зворотною полярністю. Пряма полярність - це коли до деталі, що обробляється, підключений позитивний полюс. А зворотний, відповідно, негативний. Під час виконання зварювальних робіт металевий електрод плавиться, внаслідок чого утворюються краплі електродного металу, які з'єднуються з заготовкою, що обробляється. Кромки останньої теж плавляться, з'являється зварювальна ванна, звідки шлак, що утворився, виходить на поверхню шва. Зварювальна ванна може бути різних розмірів. Це залежить від режиму зварювання, оброблюваної деталі, сили струму та інших характеристик. Найчастіше її ширина 8-15 мм, глибина - 6 мм, а довжина до 30 мм.
Слід пам'ятати, що в результаті плавлення електрода утворюються гази, які захищають шов від дії кисню та попадання домішок. Видаленню шкідливих включень сприяє і шлак. В цілому ж, не варто забувати просувати електрод до зварювального шва в міру його плавлення.

Зварювальні роботи автомобіля своїми руками
Машина – це дорога техніка. І, оскільки кузов здебільшого металевий, їй нерідко потрібні зварювальні роботи. Наприклад, прогнило днище чи відірвалася балка. З усіма цими проблемами можна впоратися лише за допомогою зварювання. Якщо ви виконуєте кузовні зварювальні роботи, то пам'ятайте, що запорука успіху - підтримка та переміщення дуги заданою ділянкою поверхні з однаковою швидкістю. Це непросто, але згодом у вас з'явиться потрібна вправність.
Переміщення дуги, якщо виконуються кузовні зварювальні роботи своїми руками, може здійснюватися за трьома основними напрямками:
- Поступальне переміщення дуги вздовж осі електрода. Так можна ефективно підтримувати необхідну відстань від заготівлі до зварювальної дуги.
- Поздовжнє переміщення по осі шва, що зварюється. Цей спосіб необхідний формування ниткового зварювального валика.
- Поперечні рухи – використовуються для отримання шва заданої ширини.
На замітку кожному зварювальнику
Кожен майбутній фахівець повинен уміти використовувати всі три напрями, описані вище, для досягнення бажаних результатів. Досвідчені зварювальники найчастіше самостійно визначають траєкторію переміщення електрода, у кожному випадку індивідуально. Основна вимога під час виконання робіт – повне проплавлення кромок деталей до утворення необхідної кількості
Нерідко буває так, що електрод вигоряє до самої основи тримача. В цьому випадку потрібно зупинити зварювання та замінити електрод. Після цього роботи можна продовжити, але бажано попередньо видалити шлак, що утворився.
Коли шов обривається, то його кінці утворюється поглиблення, зване кратером. Відновлювати роботи необхідно на відстані не менше ніж 1 см від кратера. Загалом же всі зварювальні роботи своїми руками (вироби це будуть або щось більш відповідальне) повинні виконуватися по вже існуючої технології. Навряд чи потрібно вигадувати велосипед.

Налаштування зварювального апарату
Перед тим як розпочати роботу, необхідно подбати про належне налаштування обладнання. Щоб вибрати необхідну, достатньо подивитися на упаковку з електродами, на якій все вказано. А ось полярність (пряму чи зворотну) вам потрібно буде обрати самому.
Для новачка тут істотної відмінності немає. Але якщо провести опитування серед фахівців-зварювальників, то ви почуєте приблизно ту саму відповідь: для роботи з товстостінною заготівлею або при різанні скористайтеся прямою полярністю. А ось для більшої глибини добре підійде зворотна. Втім, мало хто помітить суттєву різницю між полюсами, дивлячись на готові шви, тому не забивайте собі голову полюсами спочатку і підключайте класичну пряму полярність. Після цього ви можете починати виконувати зварювальні роботи своїми руками. Фото ідеального шва, який у вас повинен вийти, ви знайдете в цій статті.
Про переваги та недоліки ручного зварювання
Ви, як майбутній зварювальник, повинні розуміти, що у будь-якій справі є свої плюси та мінуси. У нашому випадку величезний плюс полягає в тому, що ви можете самостійно зайнятися невеликим ремонтому себе вдома. Потрібно підварити кузов авто? Вам це не проблема. Потрібно тільки знайти відповідний тип електрода, після чого можна сміливо приступати до роботи. До речі, ручне зварювання характерне широким діапазоном марок металу, що зварюються. Це можливо завдяки великому вибору типів електрода. Крім того, зварювальні роботи напівавтоматом власноруч можуть виконуватися в умовах обмеженого доступу, що іноді відіграє вирішальну роль.
Щодо недоліків, то вони також є. Основний у тому, що якість шва багато в чому залежить від кваліфікації зварювальника. Крім того, порівняно з іншими видами менш продуктивна та більш затратна. Тут мають місце і шкідливі виділення (гази) під час роботи.
Ще кілька деталей
Ось ми з вами і поговорили про те, як виконуються зварювальні роботи своїми руками. Ворота підварити, створити власний виріб або зробити якісне з'єднання більше не буде для вас проблемою. Звісно, ніхто не гарантує результат у перший же день. Тут необхідно постійно тренуватися, бажано на арматурі, яка не використовуватиметься. Приділіть особливу увагу підготовчим роботамта першого запуску обладнання. Для цього потрібно використати правильний струм. Швидкість визначається по ходу.

Висновок
Зварювання - штука хоч і непроста, але впоратися з нею зможе кожен охочий. Це не авіабудування, і тут можна припускатися помилок. Хоча все залежить від того, що та як ви плануєте робити. Наприклад, при проектуванні систем та опалення для виконання зварювальних робіт бажано найняти спеціалістів. Хоча якщо у вас вже є належний досвід, то чому б і ні? Спробуйте все зробити самостійно. Так ви можете заощадити суттєву суму та отримати дорогоцінний досвід. Надалі зварювання може стати не просто хобі, а навіть дуже вигідною роботою. Але на все потрібен час та постійні тренування.
Знання про те, як правильно, з дотриманням технологій, варити електрозварюванням, дозволять самостійно створювати різні види металевих конструкційта виробів. За відсутності досвіду без проблем можна освоїти ази та методики, а потім успішно застосовувати їх на практиці.
Зварювання електрозварюванням
Щоб зрозуміти основи електрозварювання, потрібно розібратися в суті процесу. З'єднання металевих елементіввідбувається внаслідок локального розправлення під впливом високих температур. Створюється дуга, яка розплавляє метал, потім готова конструкціяостигає, стає міцною, цільною.
Створити дугу можна двома способами:
- на постійному струмі;
- на змінному струмі.
Для зварювання незмінним струмом вживаються інвертори. Вони створюють дугу зі стабільними електричними параметрами, що спрощує процес зварювання:
- формується рівний однорідний шов;
- не розбризкується метал.
Багато інверторів мають стандартні передустановки, оснащені захисними функціями, які дають змогу контролювати поточні параметри. Вони можуть використовуватися новачками чи професіоналами.
Для зварювання на змінному струмі необхідно використовувати трансформатори. Їхні переваги: висока потужність, невибагливість до параметрів мережі. Але при цьому у них велика вага, високий рівеньшуму. Крім того, вони можуть створювати перешкоди у електромережах.
Інструменти
Для зварювання знадобиться підбір спеціального обладнання:
- відповідного за технічним характеристикамапарату для зварювання;
- електродів певного складу, залежно від типу металів, що з'єднуються, їх товщини;
- захисної маски, одягу, рукавичок, взуття;
- молотка, щітки по металу для видалення окалин або вирівнювання швів;
- ємності із водою.
Початківцям необхідно взяти аналогічні за складом та товщиною елементи для підбору струму, напруги. Також рекомендується потренуватися створювати шви з необхідними характеристиками, щоб не зашкодити заготівлі.
Майданчик для зварювання повинен відповідати правилам та вимогам безпеки. Площі приміщення або ділянки має вистачати для зручності виконання робіт.
У разі проблем з електроживленням потрібно додатково підключати випрямляч. Це дозволить стабілізувати струм, напругу, рахунок чого сформувати стабільну дугу.
Які електроди використовувати
Електрозварювання для початківців є складним процесом, якщо електрод був обраний неправильно. Від його властивостей залежить якість шва, рівномірність, проплавлюваність, відсутність домішок та шкідливих сполук. Тому враховують такі критерії вибору:
- стрижень повинен мати максимально близький склад із металами, що зварюються;
- захисна оболонка повинна захищати шов від утворення оксидів;
- слід дотримуватись полярності підключення залежно від маркування;
- параметри струму повинні відповідати вимогам зварювального апарату та товщині деталей;
- Діаметр потрібно підібрати такий, щоб можна було сформувати шов з необхідними характеристиками.

Пачка електродів
Як навчитися варити електрозварюванням
Для навчання електрозварюванню необхідно підготувати робоче місце, зібрати всі інструменти, забезпечити безпеку роботи. Якщо всі етапи освоюються самостійно, потрібно знайти матеріали для відточування навичок.
Початківцю зварювальнику важливо навчитися правильно обладнати місце для проведення робіт:
- встановити захисні екрани;
- прибрати займисті або горючі матеріали;
- забезпечити доступ до інструментів.
Потрібно підібрати одяг, тому що правильно зварювати метал електрозварюванням із відчуттям дискомфорту вкрай незручно:
- одяг має бути із щільних тканин;
- взуття з підбитими цвяхами каблуками не допустиме;
- на зварювальній масці має бути скло з регулюванням затемнення;
- рекомендується використовувати спилкові рукавички.
Потрібно дотримуватися правил зварювання металу:
- поверхні деталей мають бути зачищені від окалин, іржі, бруду;
- зварювальний апарат слід заземлити;
- при роботі потрібно дотримуватись вимог безпеки;
- дотримуватися правил обраної методики зварювання.
Як підключати електрод
Підключення виконується до спеціального фіксатора, розташованого на одному кінці кабелів. Розрізняють два типи фіксуючих механізмів:
- гвинтовий, що представляє собою фіксатор, що обертається з затискачем;
- пружинний, що дозволяє виконати фіксацію при натисканні на спеціальну кнопку.
При використанні інвертора кабель маси підключають до плюсової клеми, а із затискачем – до мінусової. При аргоновому зварюванні полярність змінюють.
Початок зварювання: запалюємо дугу
Запалювати дугу можна такими способами:
- постукуванням - кінець ударяється об поверхню деталі кілька разів;
- проведення – вздовж лінії шва швидко проводять електродом.
Важливо заздалегідь випробувати ці методи і підібрати оптимальний під вирішення конкретних завдань.
Зручними кутами нахилу електродів над поверхнею деталей, що зварюються, вважаються від 30 0 до 60 0 . Кут може формуватися такими способами:
- вперед, що дозволяє мінімально нагрівати метал;
- тому, прогрівання деталей здійснюється на максимальну глибинудля вибраного струму, шлак рухається зі швидкістю закриття звареної ванни.
Щоб повністю контролювати процес, необхідно дотримуватися відстані від поверхні до електрода від 2 до 3 мм.

Нахил зварювання
Рухи
При переміщенні електрода важливо враховувати такі критерії:
- слід продумати оптимальну схему переміщення вздовж поверхні, щоб отримати шов з потрібними характеристиками;
- швидкість руху визначає яку глибину проплавлятиметься метал;
- формування шва необхідно ретельно контролювати у процесі роботи;
- важливо не допускати наближення електрода до поверхні елемента ближче ніж 2 мм;
- переміщення слід здійснювати лише після формування ванни.
Які можуть бути помилки
При проведенні зварювальних робіт своїми руками новачки можуть припускатися таких помилок:
- неправильно вибрано режим роботи зварювального апарату;
- розплав у ванній сформований не з тією структурою, яка потрібна;
- сила струму відповідає металу чи його товщині, у результаті спостерігаються проплавлення чи незварені ділянки;
- неправильно обрана полярність підключення масового та електродного кабелів;
- зварювальний апарат живиться від нестабільної мережі, внаслідок чого може вийти з ладу і буде потрібний дорогий ремонт;
- зварні шви формуються без прихватів, за рахунок чого стикування елементів конструкції виконується не відповідно до вимог зборки;
- з'єднуються деталі без зачистки до чистого металу;
- не дотримано заходів пожежної безпеки.