Що робити, якщо розбило посадкове місце підшипника. Ремонт посадкових місць підшипників
Посадки
Важливість правильної посадки
Якщо підшипник кочення з внутрішнім кільцем посаджений на вал тільки з натягом, може виникнути небезпечне кільцеве ковзання між внутрішнім кільцем та валом. Це ковзання внутрішнього кільця, яке називається "прослизом", призводить до кільцевого зсуву кільця щодо валу, якщо посадка з натягом недостатньо туга. Коли виникає прослизання, підігнані поверхні стають шорсткими, викликаючи зношування та значне пошкодження валу. Ненормальне нагрівання та вібрація можуть також виникнути через абразивні металеві частинки, що проникають всередину підшипника.
Важливо запобігти прослизу, надійно закріпивши з достатнім натягом те кільце, що обертається, або до валу, або в корпусі. Прослизання не завжди можна усунути за допомогою осьового затягування через зовнішню поверхню кільця підшипника. однак, як правило, немає необхідності забезпечувати натяг кілець, що піддаються лише статичним навантаженням. Посадка іноді робиться без будь-якого натягу як внутрішнього, так і зовнішнього кільця, щоб пристосуватися до певних робочих умов, або щоб сприяти встановленню та розбиранню. У цьому випадку для запобігання пошкодженню поверхонь пригонів внаслідок прослизання, слід розглянути змащування або інші застосовні методи.
Умови навантаження та посадки
| Додаток навантаження | Робота підшипника | Умови навантаження | Посадка | ||
| Внутрішнє кільце | Зовнішнє кільце | Внутрішнє кільце | Зовнішнє кільце | ||
| Обертальна | Статична | Обертальне навантаження на внутрішнє кільце, статичне навантаження на зовнішнє кільце | Посадка з натягом | Вільна посадка | |
 |
Статична | Обертальна | |||
 |
Статична | Обертальна | Обертальне навантаження на зовнішнє кільце, статичне навантаження на внутрішнє кільце | Вільна посадка | Посадка з натягом |
 |
Обертальна | Статична | |||
| Напрямок навантаження не визначається через зміну напрямку або незбалансоване навантаження | Обертальна або статична | Обертальна або статична | Посадка з натягом | Посадка з натягом | |
Посадки між радіальними підшипниками та отворами корпусу
| Умови навантаження | Приклади | Допуски для отворів корпусів | Осьове зміщення зовнішнього кільця | Примітки | ||
| Нероз'ємні корпуси | Великі навантаження на підшипник у тонкостінному корпусі або важкі ударні навантаження | Ступиці автомобільних коліс(роликові підшипники), підйомний кран, робочі колеса | Р7 | Неможливо | - | |
| Ступиці автомоюїльних коліс (шарикопідшипники), вібраційні екрани | N7 | |||||
| Легкі або вагаються навантаження | Конвеєрні ролики, канатні шківи, натяжні шківи | М7 | ||||
| Напрямок навантаження не визначено | Тяжкі ударні навантаження | Тягові електродвигуни | ||||
| Нероз'ємні або роз'ємні корпуси | Нормальні чи великі навантаження | Насоси, колінвали, корінні підшипники, середні та великі мотори | К7 | Зазвичай неможливо | Якщо не потрібне осьове зміщення зовнішнього кільця | |
| Нормальні чи легкі навантаження | JS7 (J7) | можливо | Осьове зміщення зовнішнього кільця необхідно | |||
| Навантаження всіх видів | Загальне застосування підшипників, залізничні осьові букси. | Н7 | Легко можливо | - | ||
| Нормальні або високі навантаження | Корпусні підшипники | Н8 | ||||
| Значний підйом температури внутрішнього кільця у валі | Сушарки для паперу | G7 | ||||
| Нероз'ємні корпуси | Бажано точне функціонування при нормальних чи легких навантаженнях | Задні шарикопідшипники шліфувального шпинделя, шарнірні опори високошвидкісного відцентрового компресора | JS6 (J6) | можливо | Для більших навантажень використовується більш щільна посадка, ніж К. Коли потрібно висока точність, для посадки слід використовувати дуже суворі допуски | |
| Напрямок навантаження не визначено | Передні шарикопідшипники шліфувального шпинделя, нерухомі підшипники (опори) високошвидкісного відцентрового компресора | К6 | Зазвичай неможливо | |||
| Бажано точне функціонування і висока жорсткість при навантаженнях, що вагаються. | Циліндричні роликові підшипники для шпинделя металорізального верстата. | M6 або N6 | Неможливо | |||
| Потрібен мінімальний рівень шуму | Побутова техніка | Н6 | Легко можливо | - | ||
Примітки до таблиці:
- Ця таблиця застосовна до чавунних і сталевих корпусів. Для корпусів, зроблених з легких сплавів, посадка має бути щільніше, ніж у таблиці.
- Не застосовується для спеціальних посадок.
Посадки між радіальними підшипниками та валами
| Умови навантаження | Приклади | Діаметр валу, мм | Допуск валу | Примітки | |||
| Шарикопідшипники | Циліндричні та конічні роликові підшипники | Сферичні роликові підшипники | |||||
| РАДІАЛЬНІ ПІДШИПНИКИ З ЦИЛІНДРИЧНИМИ ВІДТВЕРДЖЕННЯМИ | |||||||
| Бажано легке осьове зміщення внутрішнього кільця на валу | Колеса на статичних осях | Усі діаметри валів | g6 | Використання g5 та h5 там, де потрібна точність. У разі великих підшипників можна використовувати f6 для легкого осьового руху. | |||
| Легке осьове зміщення внутрішнього кільця на валу не потрібне | Натяжні шківи, канатні шківи | h6 | |||||
| Обертальне навантаження на внутрішнє кільце або невизначений напрямок навантаження | Електричні побутові прилади, насоси, вентилятори, транспотні засоби, прецизійні верстати, металорізальні верстати | <18 | - | - | js5 | - | |
| 18-100 | <40 | - | js6 (j6) | ||||
| 100-200 | 40-140 | - | k6 | ||||
| - | 140-200 | - | m6 | ||||
| Нормальні навантаження | Загальне застосування підшипників, середні та великі мотори, турбіни, насоси, корінні підшипники двигуна, редуктори, деревообробні верстати | <18 | - | - | js5 (j5-6) | k5 і m6 можна використовувати для однорядних конічних роликових підшипників і однорядних радіально-упорних підшипників замість k5 і m5 | |
| 18-100 | <40 | <40 | k5-6 | ||||
| 100-140 | 40-100 | 40-65 | m5-6 | ||||
| 140-200 | 100-140 | 65-100 | m6 | ||||
| 200-280 | 140-200 | 100-140 | n6 | ||||
| - | 200-400 | 140-280 | p6 | ||||
| - | - | 280-500 | r6 | ||||
| - | - | понад 500 | r7 | ||||
| Високі навантаження чи ударні навантаження | Залізничні осьові втулки, транспортні засоби, що промвшли, тягові електродвигуни, споруди, обладнання, дробильні установки | - | 50-140 | 50-100 | n6 | Внутрішній зазор підшипника має бути більшим, ніж CN | |
| - | 140-200 | 100-140 | p6 | ||||
| - | понад 200 | 140-200 | r6 | ||||
| - | - | 200-500 | r7 | ||||
| Тільки осьові навантаження | Усі діаметри валу | js6 (j6) | - | ||||
| РАДІАЛЬНІ ПІДШИПНИКИ З КОНІЧНИМИ ВІДТВЕРДЖЕННЯМИ І ВТУЛКАМИ | |||||||
| Усі види навантажень | Загальне застосування підшипників, залізничні буксові вузли. | Усі діаметри валів | H9/IT5 | IT5 та IT7 означають, що відхилення валу від його істинної геометричної форми, наприклад, круглої або циліндричної, має бути в межах допусків IT5 та IT7 відповідно | |||
| Трансмісійні вали, шпинделі деревообробного обладнання | H10/IT7 | ||||||
Примітка: Ця таблиця застосовується лише до валів із твердої сталі.
Вибір правильної посадки, забезпечення необхідної чистоти та значення допусків розмірів поверхонь під підшипники є ключовим фактором, що забезпечує довговічність, надійність механізмів.
Правильна посадка - найважливіша умова працездатності підшипників.
Виходячи з особливостей роботи підшипника, кільце, що обертається, повинно закріплюватися на опорній поверхні нерухомо, з натягом, а нерухоме кільце сідати в отвір з мінімальним зазором, відносно вільно.

Установка з натягом кільця, що обертається, не дає йому прокручуватися, що могло б призвести до зносу опорної поверхні, контактної корозії, розбалансування підшипників, розвальцювання опори, надмірного нагрівання. Так, переважно, виконується посадка підшипника на вал, який працює під навантаженням.
Для нерухомого кільця невеликий зазор навіть корисний, а можливість провороту не частіше одного разу за добу робить знос опорної поверхні рівномірнішим, мінімізує його.

Основні терміни
Розглянемо докладніше основні терміни та поняття, що визначають посадки підшипників. Сучасне машинобудування ґрунтується на принципі взаємозамінності. Будь-яка деталь, виготовлена по одному кресленню, повинна встановлюватися в механізм, виконувати свої функції, бути взаємозамінною.
І тому креслення визначає як розміри, а й максимальні, мінімальні відхилення від нього, тобто допуски. Значення допусків стандартизовані єдиною системою допусків, посадок ЕСДП, розбиті за ступенями точності (квалітетам), наводяться в таблицях.

Їх також можна знайти в першому томі Довідника конструктора-машинобудівника Анур'єва, та ГОСТах 25346-89, а також 25347-82 або 25348-82.
Відповідно до ГОСТ 25346-89 визначено 20 квалітетів точності, але у машинобудуванні зазвичай використовуються з 6 по16. Причому, чим нижчий номер квалітету, тим вища точність. Для посадок шарико та роликопідшипників актуальні 6,7, рідше 8 квалітети.

У межах одного квалітету розмір допуску однаковий. Але верхнє та нижнє відхилення розміру від номіналу розташовані по-різному та їх поєднання на валах та отворах утворюють різні посадки.
Існують посадки що забезпечують гарантію зазору, натягу та перехідні, що реалізують як мінімальний зазор, так і мінімальний натяг. Посадки позначають латинськими малими літерами для валів, великими для отворів і цифрою, що вказує на кваліте, тобто ступінь точності. Позначення посадок:
- із зазором a, b, c, d, e, f, g, h;
- перехідних js, k, m, n;
- з натягом p, r, s, t, u, x, z.
За системою отвори всім квалітетів воно має допуск H, а характер посадки визначається допуском вала. Таке рішення дозволяє зменшити кількість необхідних контрольних калібрів, інструменту ріжучого та пріоритетного. Але в окремих випадках використовується система валу, в якій вали мають допуск h, а посадка досягається обробкою отвору. І саме таким випадком є обертання зовнішнього кільця шарикопідшипника. Прикладом подібної конструкції можуть служити ролики або барабани натяжні стрічкових конвеєрів.

Вибір посадки підшипників кочення
Серед основних параметрів визначальних посадки підшипників:
- характер, напрямок, величина навантаження, що впливає на підшипник;
- точність підшипника;
- швидкість обертання;
- обертання чи нерухомість відповідного кільця.
Ключова умова, що визначає посадку - нерухомість або обертання кільця. Для нерухомого кільця підбирається посадка з малим зазором і поступове повільне прокручування вважається позитивним фактором, що зменшує загальний знос, що перешкоджає місцевому зносу. Кільце, що обертається, обов'язково садять з надійним натягом, що виключає проворот по відношенню до посадкової поверхні.
p align="justify"> Наступним важливим фактором, якому повинна відповідати посадка під підшипник на валу або в отворі, є вид навантаження. Розрізняють три ключові типи навантаження:
- циркуляційне при обертанні кільця щодо постійно діючої в одному напрямку радіального навантаження;
- місцеве для нерухомого кільця щодо радіального навантаження;
- коливальне при радіальному навантаженні коливається щодо положення кільця.

Відповідно до ступеня точності підшипників у порядку їхнього збільшення відповідають п'яти класам 0,6,5,4,2. Для машинобудування при навантаженнях невисокої та середньої величини, наприклад, для редукторів, звичайним є клас 0, який не вказується в позначенні підшипників. За більш високих вимог до точності використовується шостий клас. На підвищених швидкостях 5,4 і лише у виняткових випадках другий. Приклад шостого класу 6-205.

У процесі реального проектування машин посадка підшипника на вал і в корпус вибирається у відповідність до умов роботи за спеціальними таблицями. Вони наведені в другому томі Довідника конструктора-машинобудівника Василя Івановича Анур'єва.

Для місцевого типу навантаження таблиця пропонує такі посадки.

За умов циркуляційного навантаження, коли радіальне зусилля впливає на всю доріжку кочення, враховують інтенсивність навантаження:
Pr=(k1xk2xk3xFr)/B, де:
k1 – коефіцієнт навантаження динамічного;
k2 – коефіцієнт ослаблення для порожнього валу або корпусу тонкостінного;
k3 – коефіцієнт, який визначається впливом осьових зусиль;
Fr – радіальне зусилля.
Значення коефіцієнта k1 при перевантаженнях менш ніж у півтора рази, невеликий вібрації і поштовхах приймають рівним 1, а при можливому навантаженні від півтора до трьох разів, сильних вібраціях, ударах k1=1,8.
Значення k2 та k3 підбираються за таблицею. Причому для k3 враховують співвідношення осьового навантаження до радіальної, виражене параметром Fc/Fr x ctgβ.

Відповідні коефіцієнти і параметр інтенсивності навантаження посадки підшипників наведені в таблиці.

Обробка посадкових місць та позначення посадок під підшипники на кресленнях.
Посадкове місце під підшипник на валу та в корпусі повинно мати західні фаски. Шорсткість посадкового місця становить:
- для шийки валу діаметром до 80 мм під підшипник класу 0 Ra = 1,25, а при діаметрі 80 ... 500 мм Ra = 2,5;
- для шийки валу діаметром до 80 мм під підшипник класу 6,5 Ra = 0,63 а при діаметрі 80 ... 500 мм Ra = 1,25;
- для отвору в корпусі діаметром до 80 мм під підшипник класу 0 Ra = 1,25, а при діаметрі 80 ... 500 мм Ra = 2,5;
- для отвору в корпусі діаметром до 80 мм під підшипник класу 6,5,4 Ra=0,63, а при діаметрі 80...500 мм Ra=1,25.
На кресленні також вказують відхилення форми місця посадки підшипників, торцеве биття заплічників для їхнього упору.
Приклад креслення, в якому вказано посадку підшипника на валу Ф 50 к6 та відхилення форми.

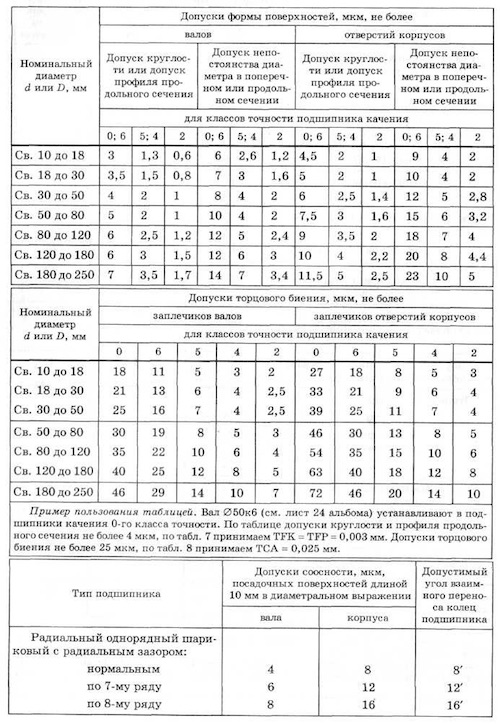
Значення відхилень форми приймаються за таблицею залежно від діаметра, який має посадка підшипника на валу або корпусі, точності підшипника.
На кресленнях вказують діаметр валу та корпусу під посадку, наприклад, Ф20к6, Ф52Н7. На складальних кресленнях можна просто вказувати розмір з допуском у буквеному позначенні, але на кресленнях деталей бажано, крім літерного позначення допуску, наводити і його чисельний вираз для зручності робітників. Розміри на кресленнях вказуються у міліметрах, а величина допуску у мікрометрах.
Посадкові місця часто не можуть бути піддані ремонту і тоді постає питання про заміну деталі, пов'язаної з підшипником і втратила номінальні параметри посадкового місця. Подібний варіант ремонту досить економічно недоцільний. Виходом у цій ситуації є ремонт за допомогою технології Дімет.
Розглянемо приклади ремонту посадкових місць методом холодного газодинамічного напилення.
Посадкове місце підшипника маточини мотоцикла.
Дефект посадкового місця полягає в тому, що зовнішнє кільце підшипника провертається при роботі, що дає додаткові навантаження на вісь внутрішнього кільця і сам підшипник.

Зображення 1. Посадкове місце для зовнішнього кільця підшипника на колесі мотоцикла.
Для усунення цієї проблеми необхідно додавання шару металу на внутрішній діаметр маточини. Ступиця виконана з алюмінієвого сплаву. Перед нанесенням складу попередньо обробляємо поверхню абразивним складом К-00-04-16. Нанесення додаткового шару проводиться у третьому режимі апарату Дімет-405. Напилення проводиться із запасом. Завершальну обробку покриття ведемо при малій подачі різця на підвищених оборотах.


Зображення 2. Етапи ремонту (а – нанесений із запасом алюмінієвий шар, б – чистовий варіант готового посадкового місця)
Посадкове місце півкільця колінвалу
Виконано ремонт посадкового місця дистанційного півкільця колінчастого валу чавунного блоку циліндрів «Мерседес-Бенц» за допомогою технології Дімет. Фінальна обробка була зроблена спеціальною фрезою.


Посадкове місце підшипника маточини
Ремонт посадкового місця чавунної маточини «Форда» виконаний нанесенням алюмінієвого шару, розміром 0,3 мм. Дані маніпуляції забезпечили необхідний натяг у поєднанні.


1. Стадії ремонту (а - початкова, б - фінальна)
Посадкове місце підшипника електродвигуна
Ремонт посадочних місць підшипників у корпусі електродвигуна проведений апаратом, складом алюмінію, режим напилення - «3». На зображенні представлені етапи ремонту.
Думаю, багато хто бачив неусвідомлені крики «Та ці маточини - мотлох, в них підшипники бовтатимуться скоро будуть!» Подібна шкільна маячня лунає повсякденно і постійно, з приводу і без.
Отже, мова піде про посадочні місця підшипників маточок і про те, чому все-таки посадкові місця просідають.
Причина перша, яка не залежить від власника - це первісна якість матеріалів, з яких виготовлена маточина.
Наприклад, візьмемо для порівняння маточини CNC і звичайну стандартну маточину бюджетних пітбайків.

Друга причина – змішана – це підшипники коліс. Змішана вона в тому плані, що залежить як від якості встановлених підшипників, так і від лінощів власника стежити за їх станом.

Якщо ви ставите дешеві підшипники, то вони або швидко розваляться і почнуть бити, або навіть новими матимуть биття, неприпустиме для використання в принципі. Звичайно, всі удари будуть передаватися на маточину, а будь-який метал від удару деформується, ось вам і просідання.
Ну, а власник винен у двох випадках: встановлення дешманських підшипників та невчасна заміна підшипника, все просто.
Третя причина у перетягнутому приводному ланцюзі. Вона дає велике навантаження на один бік колеса, відповідно, нерівномірний розподіл навантажень призводить до биття, прискореного зношування, ударів - і готове, посадкове просело.
АЛЕ ВСЕ ЦЕ НІЩО в порівнянні з головною причиною - РУКОЖОПСТВОМ!)))
Тут просто царство інженерних ідіотизмів.
Отже, перший розділ - вибивання підшипників викруткою та кувалдою на холодну! Це пряме те, що любить кожен школяр. Після того, як він це зробить, мікрони металу знімаються криво-косо підшипником, що виходить, але це нісенітниця. Вони ще й б'ють не по колу, поступово вибиваючи підшипник, а довбають в одну точку. Підшипник при цьому упирається однією стороною, просаджує маточини, та ще й знімає краєм необхідні мікрони!
Припустимо, дехто вважає, що нагрівання металу не потрібне, і достатньо анкерного з'ємника. Нехай так, підшипник хоч би йтиме рівномірно, але туго, і все одно мікрони з'їдатимуться, а це не добре. Але навіщо вам знімачі та будівельні фени? Є ж викрутка та кувалда!
Але насправді, якщо ви хочете, щоб посадочні місця підшипників і маточини в цілому служили вам довго і щасливо, то пам'ятайте:
1) Слідкувати за натягом ланцюга
2) Стежити за станом підшипників!
3) Своєчасна заміна підшипників
4) Використання якісних підшипників
5) При заміні підшипників використовувати будівельний фен, ЯК МІНІМУМ! І найкраще, щоб у вас був анкерний знімач.